prop-er
Forum veteraan
Introductie:
Een tijdje terug werd ik geïnspireerd door Steve (Surfimp), die op RCGroups ultra-light VTPR introduceerde.
How to build a Swiss Fish - RC Groups
VTPR staat voor "vol très proche du relief", en is vrij vertaald een vorm van acro hellingvliegen waarbij dicht bij de grond gevlogen wordt. De kisten die hiervoor gebruikt worden hebben meestal een "vis-achtige" romp, zijn niet al te zwaar, hebben een redelijk symmetrisch profiel en zijn op lage snelheid zeer wendbaar.
Het ultra-light VTPR is in zoverre nieuw, dat de gebruikte kisten zeer licht zijn, waardoor acro vliegen op de typische VTPR manier mogelijk is bij zeer weinig wind. (Denk aan 1-2 Bft)
Ik ga elk jaar met een groep malloten op bedevaart naar de Wasserkuppe, en de afgelopen twee jaar hebben we veel dagen met weinig tot geen wind gehad. Ik vlieg dan graag met de Alula, maar die heeft toch minstens 3 Bft, of redelijke sterke thermiek nodig. De DLG's zijn in onze groep rijkelijk vertegenwoordigt, en er staat ook nog wel een Supergeebouw op het programma, maar dat VTPR vliegen spreekt me erg aan.
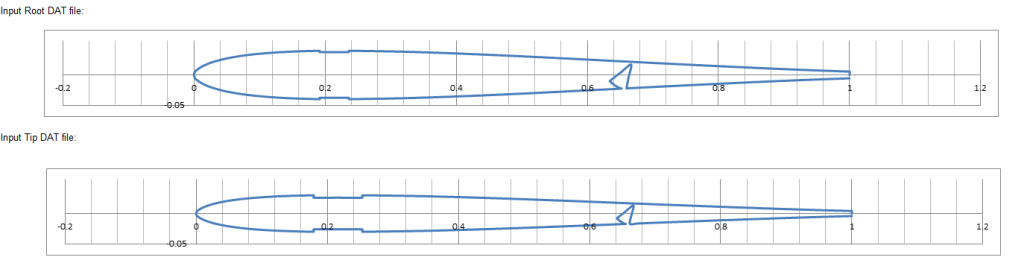
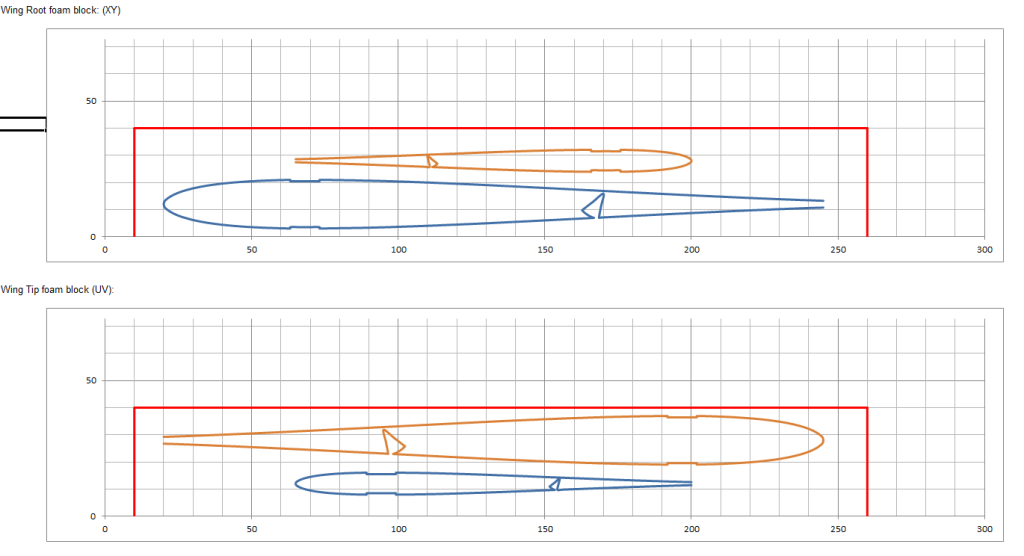
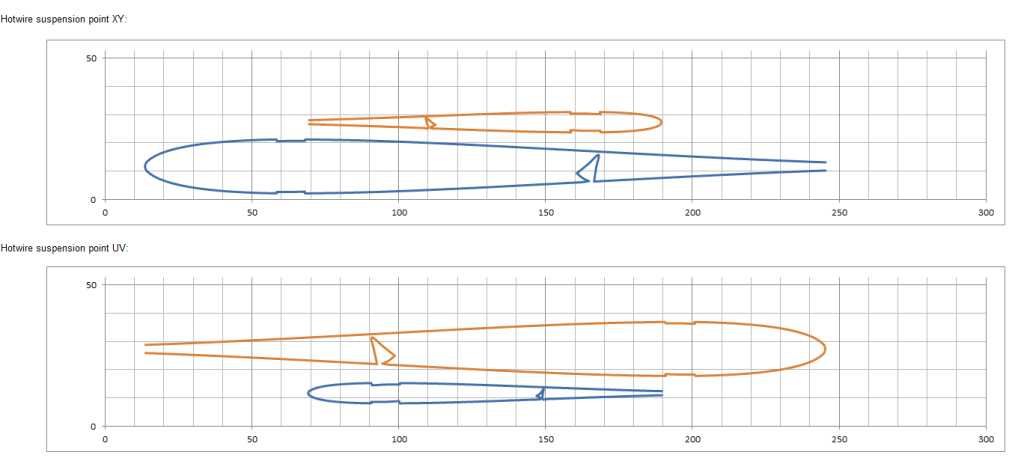
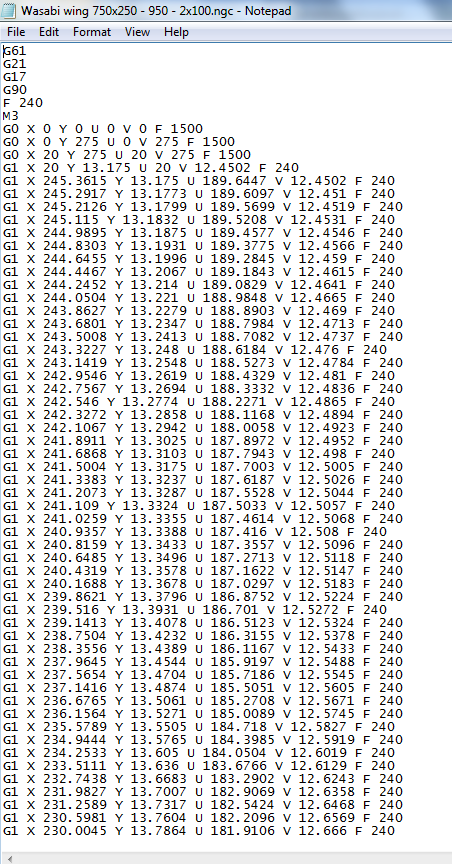
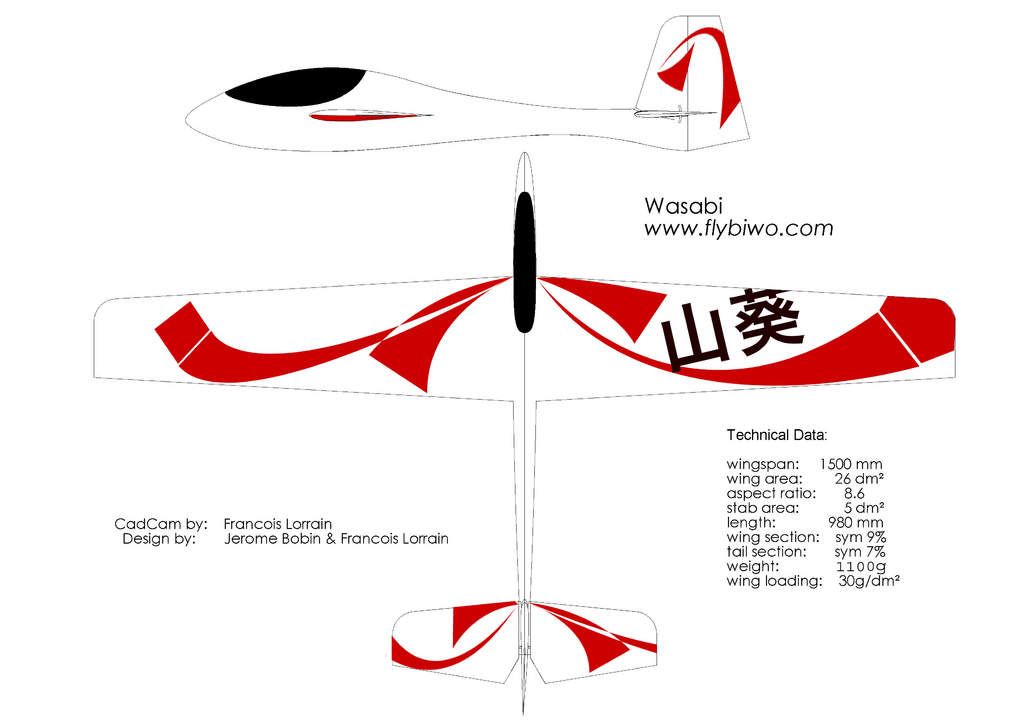
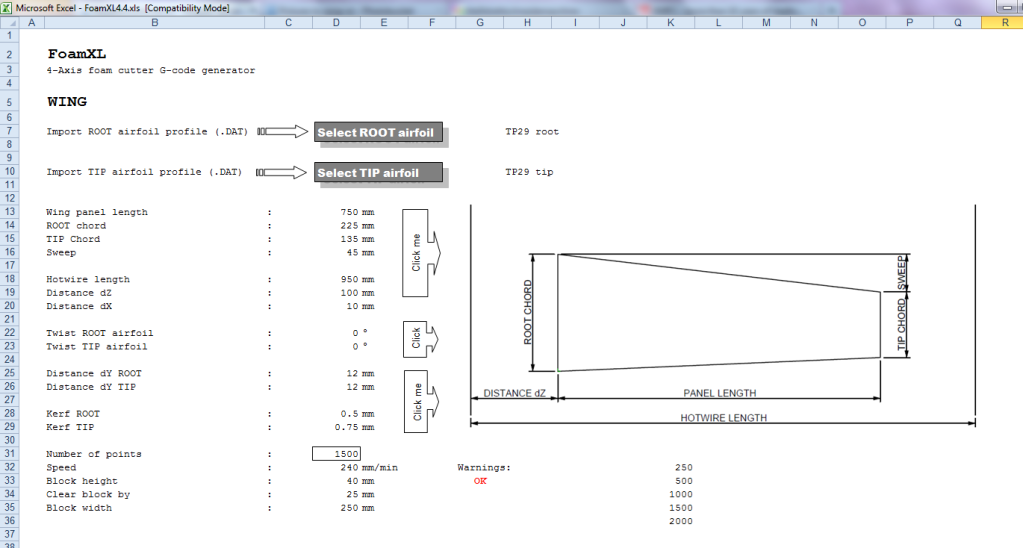
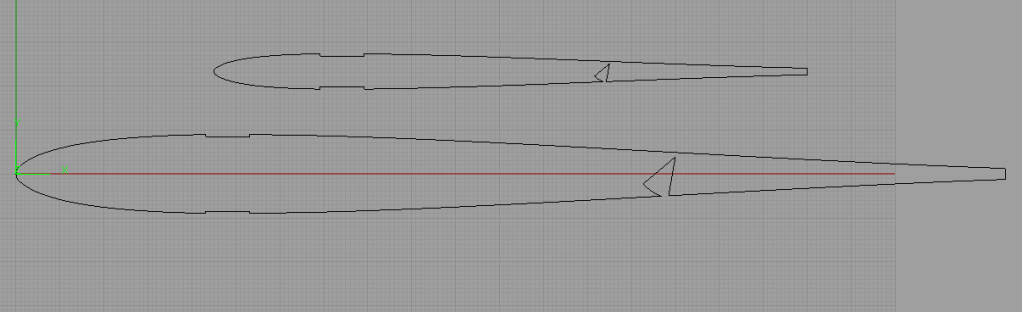
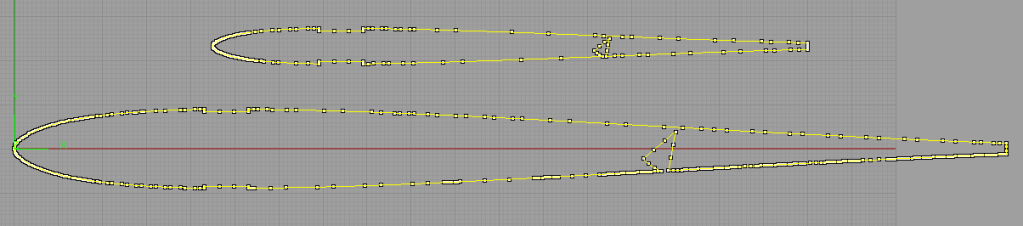
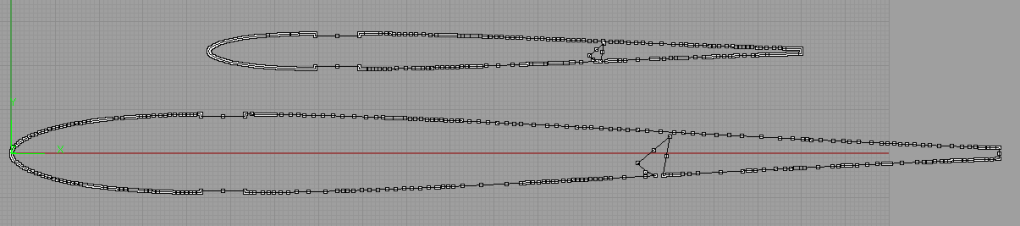
Het plan is om vrij schaamteloos een Wasabi te kopiëren. Deze wordt echter geheel van XPS schuim gesneden en bekleed met lamineerfolie. Voor het snijden van het schuim gebruik ik een zelf geschreven spreadsheet, en een zelf gebouwde CNC schuimsnijder. Dit is het eerste project waarvoor ik deze spreadsheet en CNC machine gebruik, en ik zal ongetwijfeld de nodige kinderziektes tegenkomen.
De planning is om in ieder geval vòòr ons uitje naar de Wasserkuppe in april dit kistje klaar te hebben. Het mooiste zou zijn om de XPS versie eerst uitgebreid te testen, en daarna een versie uit EPP te snijden. Verder bestaat er de mogelijkheid dat ik een aantal extra kistjes snij voor vrienden.
Vincent
Een tijdje terug werd ik geïnspireerd door Steve (Surfimp), die op RCGroups ultra-light VTPR introduceerde.
How to build a Swiss Fish - RC Groups
VTPR staat voor "vol très proche du relief", en is vrij vertaald een vorm van acro hellingvliegen waarbij dicht bij de grond gevlogen wordt. De kisten die hiervoor gebruikt worden hebben meestal een "vis-achtige" romp, zijn niet al te zwaar, hebben een redelijk symmetrisch profiel en zijn op lage snelheid zeer wendbaar.
Het ultra-light VTPR is in zoverre nieuw, dat de gebruikte kisten zeer licht zijn, waardoor acro vliegen op de typische VTPR manier mogelijk is bij zeer weinig wind. (Denk aan 1-2 Bft)
Ik ga elk jaar met een groep malloten op bedevaart naar de Wasserkuppe, en de afgelopen twee jaar hebben we veel dagen met weinig tot geen wind gehad. Ik vlieg dan graag met de Alula, maar die heeft toch minstens 3 Bft, of redelijke sterke thermiek nodig. De DLG's zijn in onze groep rijkelijk vertegenwoordigt, en er staat ook nog wel een Supergeebouw op het programma, maar dat VTPR vliegen spreekt me erg aan.
Het plan is om vrij schaamteloos een Wasabi te kopiëren. Deze wordt echter geheel van XPS schuim gesneden en bekleed met lamineerfolie. Voor het snijden van het schuim gebruik ik een zelf geschreven spreadsheet, en een zelf gebouwde CNC schuimsnijder. Dit is het eerste project waarvoor ik deze spreadsheet en CNC machine gebruik, en ik zal ongetwijfeld de nodige kinderziektes tegenkomen.
De planning is om in ieder geval vòòr ons uitje naar de Wasserkuppe in april dit kistje klaar te hebben. Het mooiste zou zijn om de XPS versie eerst uitgebreid te testen, en daarna een versie uit EPP te snijden. Verder bestaat er de mogelijkheid dat ik een aantal extra kistjes snij voor vrienden.
Vincent
Laatst bewerkt door een moderator:

 Interessante kist, ben benieuwd...
Interessante kist, ben benieuwd...

")