Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Je gebruikt een verouderde webbrowser. Het kan mogelijk deze of andere websites niet correct weergeven.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Bouwen van een CNC-frees
- Topicstarter corvl
- Startdatum
je krijgt te veel lek na een bepaalde hoeveel heit vrees werk vermoed ik waar door de plaat loskomt.
ik zou deel voor deel doen en die weer af dekken als je er klaar mee bent zo verlies je minder onderdruk.
ik zou deel voor deel doen en die weer af dekken als je er klaar mee bent zo verlies je minder onderdruk.
@ Martkrui: dat is een briljant idee... dat ik daar zelf niet op kwam ")
Ik zat de hele tijd te denken aan een systeem wat in alle richtingen meedraaid , maardat hoeft natuurlijk niet als die op de Y-as bevestigd wordt.
Thanks,
Vanmiddag eens kijken of ik dat met spullen die ik hier heb kan realiseren .
Cor
Ik zat de hele tijd te denken aan een systeem wat in alle richtingen meedraaid , maardat hoeft natuurlijk niet als die op de Y-as bevestigd wordt.
Thanks,
Vanmiddag eens kijken of ik dat met spullen die ik hier heb kan realiseren .
Cor
Nu dat ik er iets verder over denk .... ik ga er dan om de 15 cm eentje moeten plaatsen.
Op het cnc forum kwam iemand met een mooi voorbeeld:
[media=youtube]236xt6LX594[/media]
Ik ga dat eerst eens proberen.......
Op het cnc forum kwam iemand met een mooi voorbeeld:
[media=youtube]236xt6LX594[/media]
Ik ga dat eerst eens proberen.......
Laatst bewerkt door een moderator:
ron van sommeren
Forum veteraan
Winkelkar/koffer/kist-wieltje?... Ik zat de hele tijd te denken aan een systeem wat in alle richtingen meedraaid ...
@ Martkrui: dat is een briljant idee... dat ik daar zelf niet op kwam
Cor
Ook ooit ergens gelezen hoor
Als je googled op "cnc roller hold down" zie je dat het vaak gebruikt word..
Ik heb ook twee rollers , werkt prima, voor allerlij materialen
https://fbcdn-sphotos-d-a.akamaihd.....0-8/1074467_769219889758573_1754774342_o.jpg
https://fbcdn-sphotos-d-a.akamaihd.....0-8/1074467_769219889758573_1754774342_o.jpg
De roller leek mij de makkelijkste en mooiste oplossing , zeker omdat ik hier nog een paar mooie rollen had liggen. Na wat passen en meten toch maar niet gedaan , er ging teveel van m'n werkruimte af, dat vind ik zonde.
Dan wat gebasteld ( zoals ze dat hier in oostenrijk zeggen) , had nog wat onderdelen hier liggen met wat lassen, hardsolderen kwam ik tot dit fabrikaat:



Ik zet dit hulpstuk met 4 sterke neodym magneten vast. Met wat testen ( zonder daadwerkelijk te frezen) zag het er goed uit , het wieltje gaat overal goed mee, bijna 3 cm hoogteverschil kan die aan en gaat gemakkelijk over "obstakels".
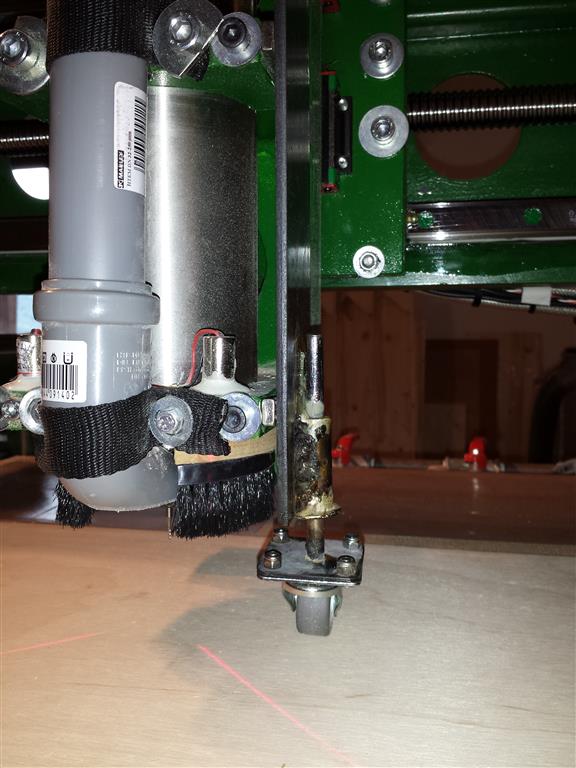
Daalk de rest van de spanten frezen voor de Lavochkin, en kijken of het daadwerkelijk werkt , en of 1 wieltje genoeg is , wellicht moet ik er aan beide zijde eentje doen.
Wordt vervolgd......
Dan wat gebasteld ( zoals ze dat hier in oostenrijk zeggen) , had nog wat onderdelen hier liggen met wat lassen, hardsolderen kwam ik tot dit fabrikaat:
Ik zet dit hulpstuk met 4 sterke neodym magneten vast. Met wat testen ( zonder daadwerkelijk te frezen) zag het er goed uit , het wieltje gaat overal goed mee, bijna 3 cm hoogteverschil kan die aan en gaat gemakkelijk over "obstakels".
Daalk de rest van de spanten frezen voor de Lavochkin, en kijken of het daadwerkelijk werkt , en of 1 wieltje genoeg is , wellicht moet ik er aan beide zijde eentje doen.
Wordt vervolgd......
Laatst bewerkt door een moderator:
werkt prima toch.
Ja, .... ik zit met een probleempje.
Een tijdje geleden is een van de ( goedkope) proximity switchen kapot gegaan:
damencnc.com - Schakelaars & Sensors etc
En heb 2 van deze gekocht ..... schijnen beter te zijn:
damencnc.com - Schakelaars & Sensors etc
Deze wil ik op de X-en A-as plaatsen ( Tandem-as).
de 2 oude op de Z-en Y-as heb ik eventjes losgemaakt voor het testen.
Maar ik kom er niet uit, het werkt niet.
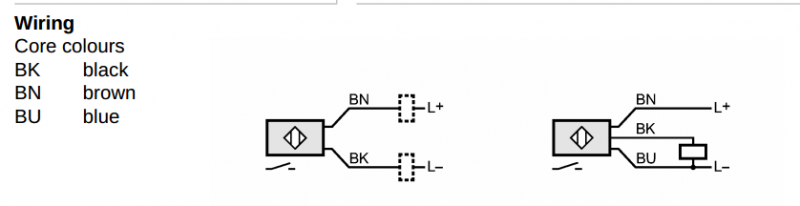
BN-bruin = +
BU=Blauw= -
BK, de zwarte komt op 1 van de home aansluitingen op USB cnc.
Dan in de setup heb ik de automatische "setup" gekozen.
Als ik een stukje metaal voor de nieuwe sensor hou dan brand het lichtje op de sensor zelf , maar USB-cnc reageer niet.
Iemand een idee wat ik verkeerd doe?
Bedankt,
Cor
Een tijdje geleden is een van de ( goedkope) proximity switchen kapot gegaan:
damencnc.com - Schakelaars & Sensors etc
En heb 2 van deze gekocht ..... schijnen beter te zijn:
damencnc.com - Schakelaars & Sensors etc
Deze wil ik op de X-en A-as plaatsen ( Tandem-as).
de 2 oude op de Z-en Y-as heb ik eventjes losgemaakt voor het testen.
Maar ik kom er niet uit, het werkt niet.
BN-bruin = +
BU=Blauw= -
BK, de zwarte komt op 1 van de home aansluitingen op USB cnc.
Dan in de setup heb ik de automatische "setup" gekozen.
Als ik een stukje metaal voor de nieuwe sensor hou dan brand het lichtje op de sensor zelf , maar USB-cnc reageer niet.
Iemand een idee wat ik verkeerd doe?
Bedankt,
Cor
Laatst bewerkt door een moderator:
Ah ... fout is gevonden ... via het cnczone.nl forum:
Cor
Je oude proximityswitch is een NPN type en de nieuwe is een PNP type. Voor CPU4 zou je een NPN moeten hebben met een PNP zou je zelfs de input van je CPU4 kunnen opblazen. De input is voor 5V bedoeld. Je voeding voor die switch is vast 12 of 24 V en een PNP schakelt die voedingsspaning op de output. Een NPN switch schakelt naar de 0V.
Cor
DirkSchipper
Forum veteraan
Hmmm lijkt me onbruikbaar voor je
1. PNP-type dat is riskant voor je USBCNC-boardje (zoals je zelf ook al citeert).
2. Operating voltage=10-30V, en de betreffende ingang op je USBCNC-board overleeft meer dan 5 V niet ...
Heb je je board al opgeblazen (met meer dan 5 V)? Ik hoop van niet voor je ...
Succes,
Dirk.
1. PNP-type dat is riskant voor je USBCNC-boardje (zoals je zelf ook al citeert).
2. Operating voltage=10-30V, en de betreffende ingang op je USBCNC-board overleeft meer dan 5 V niet ...
Heb je je board al opgeblazen (met meer dan 5 V)? Ik hoop van niet voor je ...
Succes,
Dirk.