Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Je gebruikt een verouderde webbrowser. Het kan mogelijk deze of andere websites niet correct weergeven.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Bouwverlag Engelse stoomsloep GWYNETH
- Topicstarter Zeiler
- Startdatum

Hahaha Harm! Nou, misschien moeten we die lichtgevoeligheid maar thuislaten als we lekker aan het uitwaaien zijn 
Vandaag gelukkig nog een mooi punt bereikt! Na werktijd nog even de werkplaats ingedoken en één ketelfront is netjes aan de maat gemaakt.

De 'pluis' is van de kopse kanten gevijld, het blijft raar spul om te draaien dat koper.


En de eerste droge passing in de ketel! Het ziet er uit zoals het in op tekening bedacht is!

Hopelijk kan ik deze week de tijd en mogelijkheid vinden om de overige drie fronten te draaien.
Voor de buitenste fronten twijfel ik nog hoe ik ze zal bevestigen. Of met een soldeer met een smeltpunt lager dan dat van zilver, of toch mechanisch met boutjes zodat ik het later weer los kan nemen voor onverhoopt onderhoud. Beide laten in ieder geval de hydraulische samenstelling met rust want per ongeluk een soldering lossolderen na het getest te hebben is toch wel erg zonde...
Vandaag gelukkig nog een mooi punt bereikt! Na werktijd nog even de werkplaats ingedoken en één ketelfront is netjes aan de maat gemaakt.
De 'pluis' is van de kopse kanten gevijld, het blijft raar spul om te draaien dat koper.
En de eerste droge passing in de ketel! Het ziet er uit zoals het in op tekening bedacht is!
Hopelijk kan ik deze week de tijd en mogelijkheid vinden om de overige drie fronten te draaien.
Voor de buitenste fronten twijfel ik nog hoe ik ze zal bevestigen. Of met een soldeer met een smeltpunt lager dan dat van zilver, of toch mechanisch met boutjes zodat ik het later weer los kan nemen voor onverhoopt onderhoud. Beide laten in ieder geval de hydraulische samenstelling met rust want per ongeluk een soldering lossolderen na het getest te hebben is toch wel erg zonde...
Laatst bewerkt:
Deze week gelukkig wat tijd gevonden om de ketelfronten allemaal pas te maken.

Dat bood me de kans om de gaten in een een front te boren. De mallen voor het boren van alle gaten kunnen hun werk doen. Met een aluminium bus weet ik de mal in het ketelfront uit te lijnen



En na aardig wat gaatjes boren (met de trappenboor in dit geval) krijg je dit.

Ook nog een hoop nagedacht over de wijze en de volgorde waarop ik straks alles in elkaar moet solderen. Doe ik alles in één keer of toch meerdere gangen? Ik ben er nog niet helemaal over uit nog maar ik hoop weer wat wijzer te worden als alle onderdelen straks droog in elkaar zitten.
Hebben jullie nog suggesties daarover? Hoe bevalt solderen in meerdere gangen? Hoe houden solderingen die eerder al zijn aangebracht?
Dat bood me de kans om de gaten in een een front te boren. De mallen voor het boren van alle gaten kunnen hun werk doen. Met een aluminium bus weet ik de mal in het ketelfront uit te lijnen
En na aardig wat gaatjes boren (met de trappenboor in dit geval) krijg je dit.
Ook nog een hoop nagedacht over de wijze en de volgorde waarop ik straks alles in elkaar moet solderen. Doe ik alles in één keer of toch meerdere gangen? Ik ben er nog niet helemaal over uit nog maar ik hoop weer wat wijzer te worden als alle onderdelen straks droog in elkaar zitten.
Hebben jullie nog suggesties daarover? Hoe bevalt solderen in meerdere gangen? Hoe houden solderingen die eerder al zijn aangebracht?
Laatst bewerkt:
Dat is wel te doen.Hoe bevalt solderen in meerdere gangen?
Houd er wel rekening mee dat je bij elke soldeergang ALLE verbindingen weer in de flux moet smeren om het zilver te beschermen.
Vanaf
HIER begint het solderen van mijn yarrow.
Wat ik wel zou doen met jouw Schot: pijpplaten liggend solderen. (pijpjes verticaal).
Kijk eens of die volgorde is in te passen.
Houd er wel rekening mee dat je bij elke soldeergang ALLE verbindingen weer in de flux moet smeren om het zilver te beschermen.
Hoi Harm,
Krijg je dan niet dat het zilver juist wat sneller gaat vloeien doordat er een nieuwe 'vloeiweg' wordt uitgestippeld door de extra flux? En waarom moet je het zilver beschermen? Ik kan er nergens iets over vinden helaas.
Ik ga er nog even over nadenken. Ergens zou het logisch zijn om onderstaande samenstelling te maken en die daarna in de ketelbuis te schuiven maar om dat allemaal netjes uitgelijnd te krijgen zodat het er netjes inpast zonder dat daar een zware hamer voor nodig is zie ik ook niet zitten.
De bus voor de veiligheid, de flens voor de stoomdom, de bus voor het voedingswater en de zitting voor de schoorsteen solderen komen in ieder geval nadat de binnenste fronten in de ketelbuis zijn gesoldeerd.
Daarna zullen de buitenste fronten volgen met zilver of met een laagwaardiger soldeer (lager smeltpunt dan het veiligheid kritische deel) maar wat wel tegen de hete rookgassen kan.
prachtig, hoe krijg je dit toch zo mooi gedaan
Finn, als je nog specifieke vragen hebt kan je die altijd stellen!
Laatste dagen weer wat kunnen doen. Het tweede binnenste front is voorzien van gaten en de buisjes zijn afgekort en afgebraamd. Snijden, veilen, binnenzijde met de soevereinboor en de buitenkant door even de buis in de accuboormachine te zetten en een vijl in de bankschroef te klemmen. Dan kan je zonder draaibank alsnog een aardig schuin kantje aanbrengen. Samengesteld ziet het er dan zo uit!!!

Ja, het is nog niet perfect.
 Wat een ellende om al die buisjes even ver uit te laten steken. Daar moet dus ook sowieso iets op bedacht worden. Misschien een vier/zeskant afdraaien naar rond 6 (binnendiameter vlampijp) en dan er rustig indrijven? Dan blijven ze in ieder geval in één front een beetje plakken zodat de andere zijde wat meer aandacht kan krijgen. Ik kan maar één ding tegelijk helaas...
Wat een ellende om al die buisjes even ver uit te laten steken. Daar moet dus ook sowieso iets op bedacht worden. Misschien een vier/zeskant afdraaien naar rond 6 (binnendiameter vlampijp) en dan er rustig indrijven? Dan blijven ze in ieder geval in één front een beetje plakken zodat de andere zijde wat meer aandacht kan krijgen. Ik kan maar één ding tegelijk helaas...Gelukkig ook nog even een moment achter de draaibank gevonden. De bronzen bus voor de veiligheid is klaar met draad M8x0.75.

Alleen nog de trekstangen en een hoop draaiwerk. Ook nog materiaal bestellen voor de stoomdom flens, stoomdom en zitting voor de schoorsteen en dan kan er zo langzamerhand gewerkt gaan worden naar het solderen. Spannend.
Laatst bewerkt:
Dan heb je de keuze om alles in te smeren of je doet het niet.Ik kan er nergens iets over vinden helaas.
Ik raad je wel aan: maak een proefsoldering.
Eerst normaal solderen, dan zuren en er in de buurt een andere soldering maken en dan kijken hoe of het oude zilver zonder bescherming van de flux er uitziet na de tweede soldering.
De laatste tijd niet heel veel kunnen doen helaas, het draaiwerk, hoe eenvoudig ook, moet op mijn werk gebeuren en daar ontbreekt het soms aan tijd. Nu zijn klaar de bus voor de veiligheid en de bussen voor de manometer en pijlglas. De laatste drie zijn voorzien van M6x0,75 draad.

Ook zijn er wat appendages binnen voor het pijlglas, een terugslagklep voor het voedingswater en een afsluiter. Lang niet alles voor het volledige systeem maar voldoende voor de ketel. De veiligheid en de manometer komen nog.

De laatste hand aan de buitenste ketelfronten nog en dan kan er echt gepuzzeld worden op de volgorde waarin ik alles ga solderen, dat heb ik nog even uitgesteld tot nu toe.
Heeft iemand een goed adres voor dunne zilversoldeer staven?
Ook zijn er wat appendages binnen voor het pijlglas, een terugslagklep voor het voedingswater en een afsluiter. Lang niet alles voor het volledige systeem maar voldoende voor de ketel. De veiligheid en de manometer komen nog.
De laatste hand aan de buitenste ketelfronten nog en dan kan er echt gepuzzeld worden op de volgorde waarin ik alles ga solderen, dat heb ik nog even uitgesteld tot nu toe.
Heeft iemand een goed adres voor dunne zilversoldeer staven?
Laatst bewerkt:
Ik heb ooit een bundel via marktplaats kunnen aanschaffen, ben ik gaan halen en betalen ik meen ergens bij nijmegen.dunne zilversoldeer staven
1.0 mm is meer dan dik genoeg.
1.5 of 2.0 kan ook, maar dan moet je het platslaan en dan doorknippen in de lengte, is niet prettig werken.
Voor afsluitertjes solderen kan je zelfs (zeker met weinig ervaring) beter 0,5 mm gebruiken.
OK, bedankt voor de tips @Finn.s en @Baggeraar, even kijken wat me het beste uitkomt.
Gisteravond een droge passing gemaakt van de boiler, ik zal bij daglicht nog even nette foto's maken maar ik ben bang dat het niet heel licht wordt vandaag!
De ketelfronten moeten nog iets naar elkaar toe maar het wordt wel duidelijk hoe het geheel er uit komt te zien.


Bij het samenbouwen heb ik wel gemerkt dat de hoekverdraaiing van de fronten in de ketel zeer juist moet zitten. Daarom heb ik hier iets voor bedacht namelijk de toepassing van een laser met lijn functie (overblijfsel uit de verbouwing) en wanneer ik deze aan het plafond van de schuur bevestig kan ik de ketel netjes onder de lijn zetten door de aftekeningen die ik er op heb gezet. Daarna kan ik voorzichtig het front op de juiste wijze in de ketel schuiven, de gaten in het front helpen me dan bij de oriëntatie.
De soldeer volgorde die ik nu voor ogen heb is als volgt:
Zijn er nog mogelijke valkuilen waar jullie me voor kunnen behoeden?
Gisteravond een droge passing gemaakt van de boiler, ik zal bij daglicht nog even nette foto's maken maar ik ben bang dat het niet heel licht wordt vandaag!
De ketelfronten moeten nog iets naar elkaar toe maar het wordt wel duidelijk hoe het geheel er uit komt te zien.
Bij het samenbouwen heb ik wel gemerkt dat de hoekverdraaiing van de fronten in de ketel zeer juist moet zitten. Daarom heb ik hier iets voor bedacht namelijk de toepassing van een laser met lijn functie (overblijfsel uit de verbouwing) en wanneer ik deze aan het plafond van de schuur bevestig kan ik de ketel netjes onder de lijn zetten door de aftekeningen die ik er op heb gezet. Daarna kan ik voorzichtig het front op de juiste wijze in de ketel schuiven, de gaten in het front helpen me dan bij de oriëntatie.
De soldeer volgorde die ik nu voor ogen heb is als volgt:
- Soldeergang 1
- De binnenste fronten in de buis schuiven
- Letten op hoekverdraaiing front in buis
- Letten op juiste diepte in buis
- De vuurgang (de binnenste dikke buis) plaatsen
- Laatste controle op hoekverdraaiing en passing door tijdelijke plaatsing voorste front
- Solderen met staf
- Zuren
- Soldeergang 2
- Plaatsen van alle waterpijpen, de bussen op het voorste front (peilglas en manometer) en de trekstangen
- Solderen met ringetjes
- Zuren
- Soldeergang 3
- De buitenste fronten in de buis schuiven
- Solderen met staf
- Zuren
- De buitenste fronten in de buis schuiven
- Soldeergang 4
- Plaatsen van de bus voor de veiligheid, stoomdom, schoorsteen en voedingswater
- Solderen met staf
- Zuren
Zijn er nog mogelijke valkuilen waar jullie me voor kunnen behoeden?
Laatst bewerkt:
 .
.1. bovenste foto zie ik een gat in de romp. is dat voor een rookgastemperatuurmeter? of zit het binnenwerk verkeerd en is dat de klepkast aansluiting?
Of is het de uitvoer van de oververhitterleiding?
(edit: afgewerktestoomleidingdoorvoer?)
2. waterpijpen? je bedoelt hoop ik de vlampijpen.
3. ringetjes plaatsen als het al is warmgestookt........ Vergeet dat maar. eenmaal opedroogd-gesmolten geweest vloeimiddel wordt glashard. Je ringetjes zal je moeten openbuigen of je zal ze er doordat er een berg "glas" ligt niet op de eindjes kunnen schuiven.
4.Tussen 2 en 3 zou ik eerst de ketel afpersen en als die dicht is pas de buitenfronten plaatsen.
Een lekke pijp kan je niet repareren als je er niet meer bij kan. Of je moet die rookkast/ vlamkast-fronten met resist 2 solderen, dat is mogelijk nog wel te demonteren zonder dat je heel de ketel moet slopen.
Of is het de uitvoer van de oververhitterleiding?
(edit: afgewerktestoomleidingdoorvoer?)
2. waterpijpen? je bedoelt hoop ik de vlampijpen.
3. ringetjes plaatsen als het al is warmgestookt........ Vergeet dat maar. eenmaal opedroogd-gesmolten geweest vloeimiddel wordt glashard. Je ringetjes zal je moeten openbuigen of je zal ze er doordat er een berg "glas" ligt niet op de eindjes kunnen schuiven.
4.Tussen 2 en 3 zou ik eerst de ketel afpersen en als die dicht is pas de buitenfronten plaatsen.
Een lekke pijp kan je niet repareren als je er niet meer bij kan. Of je moet die rookkast/ vlamkast-fronten met resist 2 solderen, dat is mogelijk nog wel te demonteren zonder dat je heel de ketel moet slopen.
Maak je nog een soldeerproef in de stand die je gaat gebruiken?
Dan kan je beoordelen of een ring van 1 omwenteling genoeg is, of dat je zoals bij mij beter anderhalve omwenteling kan nemen.
Bij teveel zou het dan weer kunnen zijn (zeker bij liggende pijpjes) dat zich een druppel vormt die uit de naad zakt (en een deel uit de naad meetrekt omdat een druppel sterker trekt dan de capillaire werking in de naad. ik noem maar wat)
Dan kan je beoordelen of een ring van 1 omwenteling genoeg is, of dat je zoals bij mij beter anderhalve omwenteling kan nemen.
Bij teveel zou het dan weer kunnen zijn (zeker bij liggende pijpjes) dat zich een druppel vormt die uit de naad zakt (en een deel uit de naad meetrekt omdat een druppel sterker trekt dan de capillaire werking in de naad. ik noem maar wat)
Dag @Bert V , bedankt voor je reactie!
Ha Harm @Baggeraar ,
Later, hopelijk wat meer onderbouwd, meer.
Ha Harm @Baggeraar ,
- Het gat dat je ziet is voor de afgewerkte stoom dat uit de condensor komt. Aan de achterkant zullen er ook nog twee komen voor de stoomdroger of 'superheater'.
- Waterpijp was inderdaad niet het juiste naampje, het is natuurlijk de vlampijp.
- Goed punt, ik hoop dat het nog niet warm genoeg is geweest op dat punt maar het risico wat je benoemd is wel zeker aanwezig. Soldeer gang 2 opsplitsen in twee zie ik niet zitten omdat ik de flux niet op alle locaties tussen de onderdelen krijg. Of zie ik dat te somber in?
- Tussentijds afpersen heb ik al overwogen en dat is zeker een goed idee. Had ik er bij moeten zetten, zal alleen nog een afpersbok moeten realiseren voor die tijd maar die moet er sowieso komen. Die zal vaker van pas moeten komen.
Solderen met resist 2 heb ik ook overwogen maar het soldeertraject begint bij 221degC. Dat is vrij laag gezien de hoge temperatuur van de gassen die het achterste buitenste front zullen passeren. Dat zie ik niet goed gaan als ik eerlijk ben.
Later, hopelijk wat meer onderbouwd, meer.
Veel hangt ook af van de brander.
Ik heb heel de ketel warmgestookt met een oude cv ketel. Dan is inderdaad alles warm en alle vloeimiddel op dezelfde tijd warm.
Je ziet ook wel dat ze met een inmini acetyleenvlam heel lokaal deeltje voor deeltje solderen, dan lijkt het me veel langer duren voordat aan het andere eind van de ketel de flux vloeibaar wordt.
Denk er eens over na om 1 front per keer te doen, waarbij het tweede front alleen voor ondersteuning dient.
Desnoods dan staand als je alle pijpjes kan ondersteunen zodat ze niet uit het te solderen front zakken.
(in een verdieping heetstoken zal toch al lastig worden met een dikke vlam, die stuitert dan terug, houd daar ook erg in)
Met een staande pijp kan je wel rondom lopen met de brander.
Je moet dan iets onder de lap van het front verwarmen met op het front het zilver.
Je moet altijd daar heetstoken waar het zilver helemaal naar toe moet bewegen.
Stook je tegen het front aan, weet je nooit of het langs de lap/ omzetting tussen de romp is gekropen.
Na het zuren
Schuif je het tweede front verder de romp in en trek je het na het fluxen op de juiste diepte.
Een idee. . . .
Ik heb heel de ketel warmgestookt met een oude cv ketel. Dan is inderdaad alles warm en alle vloeimiddel op dezelfde tijd warm.
Je ziet ook wel dat ze met een inmini acetyleenvlam heel lokaal deeltje voor deeltje solderen, dan lijkt het me veel langer duren voordat aan het andere eind van de ketel de flux vloeibaar wordt.
Denk er eens over na om 1 front per keer te doen, waarbij het tweede front alleen voor ondersteuning dient.
Desnoods dan staand als je alle pijpjes kan ondersteunen zodat ze niet uit het te solderen front zakken.
(in een verdieping heetstoken zal toch al lastig worden met een dikke vlam, die stuitert dan terug, houd daar ook erg in)
Met een staande pijp kan je wel rondom lopen met de brander.
Je moet dan iets onder de lap van het front verwarmen met op het front het zilver.
Je moet altijd daar heetstoken waar het zilver helemaal naar toe moet bewegen.
Stook je tegen het front aan, weet je nooit of het langs de lap/ omzetting tussen de romp is gekropen.
Na het zuren
Schuif je het tweede front verder de romp in en trek je het na het fluxen op de juiste diepte.
Een idee. . . .
Laatst bewerkt:
Harm, bedoel je dat je het ene front 1mm over de vlampijpen steekt en bij bovengenoemde soldeergang 2 verder over de vlampijpen drukt? Ik ben daar nog een beetje terughoudend in gezien het feit dat er 22 vlampijpen, 4 stangen en een grote vuurgang in zit die allemaal weerstand introduceren bij het verder drukken. Ik wil sowieso niet met een hamer aan de slag om alles op zijn plek te krijgen en eenmaal te ver krijg ik het nooit meer goed op zijn plek.
De laatste tijd wat spulletjes verzameld zodat ik wat testjes kon doen voor het solderen. Ik heb begrepen dat zilver/goudsmeden gebruik maken van Boraxine, dat is een dunvloeibare flux. Ik dacht dat het me kan helpen in soldeergang 2 zoals ik die me nu voorstel (kom ik verder op in mijn bericht op terug). De volgende testjes heb ik nu gedaan:
Conclusies van de soldeertests:

Foto van de voorzijde na zuren (hier lagen de ringetjes).

Foto van de onderzijde
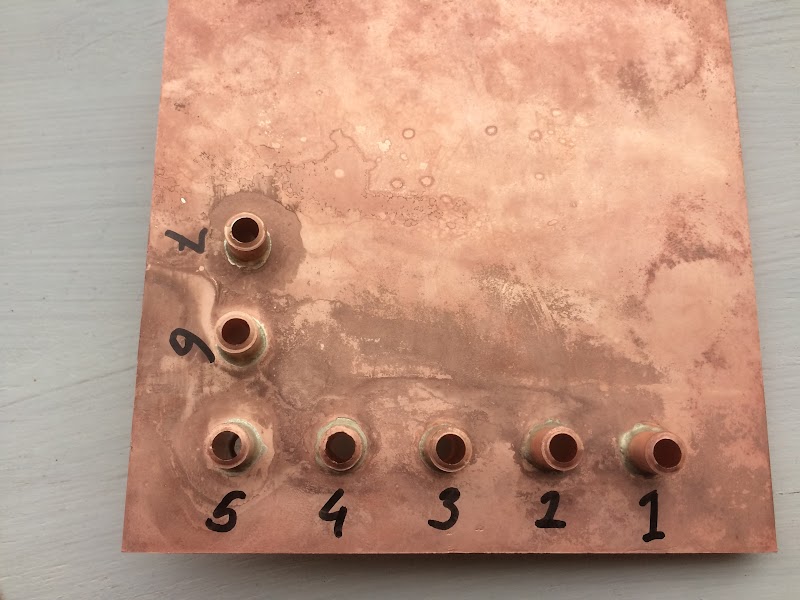
Foto van het verschil tussen 1mm soldeerring (onderste, test 1) vs 1.5mm soldeerring (middelste, test 2).

Voor nu voldoende informatie opgedaan met de soldeer tests.
De ketel moet uiteraard volledig dicht zijn voordat ik hem kan afpersen en met de ervaringen die ik heb opgedaan zie ik het zitten om de buizen aan één zijde iets onrond te maken zodat ze in de gaten blijven hangen. Dan wordt de aangepaste werkvolgorde als volgt (handig om mijn gedachten te ordenen en hopelijk leuk voor jullie)
Het komt nu echt dichterbij! Nog even de laatste onderdelen klaar maken en een gereedschapje maken om de vlampijpen gecontroleerd onrond mee te maken en dan kan ik tot en met stap 4 gaan realiseren. De laatste stappen vereisen materiaal bestellingen en een hoop tijd achter een draai- en freesbank.
De laatste tijd wat spulletjes verzameld zodat ik wat testjes kon doen voor het solderen. Ik heb begrepen dat zilver/goudsmeden gebruik maken van Boraxine, dat is een dunvloeibare flux. Ik dacht dat het me kan helpen in soldeergang 2 zoals ik die me nu voorstel (kom ik verder op in mijn bericht op terug). De volgende testjes heb ik nu gedaan:
- Horizontaal solderen met 1mm ring en pasta flux om soldeerhoeveelheid te bepalen
- Prima resultaat, 1mm is voldoende dik
- Horizontaal solderen met 1.5mm ring en pasta flux om soldeerhoeveelheid te bepalen
- Te vet resultaat, 1,5mm is voldoende dik
- Verticaal solderen met 1mm ring en pasta flux om doorvloeiing te bepalen
- Dit moet ik zien te voorkomen, het soldeer loopt over de buis en niet in de naad. Hoewel de buis straks minder ver door het front steekt en het soldeer zich dus over minder groot oppervlak zal verdelen verdient het zeker niet de voorkeur
- Horizontaal solderen met 1mm ring, pasta flux en onronde buis om doorvloeiing te bepalen
Voor de volgende testjes heb ik tijdens het solderen van testje 4 de buisjes vastgezet met gestript installatiedraad. Dit moet de droge passing en soldeergang 1 simuleren.- Geen problemen, doorvloeiing ziet er netjes uit
Voor de volgende testjes heb ik tijdens het solderen van testje 4 de buisjes vastgezet met gestript installatiedraad. Dit moet de droge passing en soldeergang 1 simuleren.
- Geen problemen, doorvloeiing ziet er netjes uit
- Horizontaal solderen met 1mm ring en pasta flux om te kijken of de spleet voldoende schoon wordt en juiste doorvloeiing realiseert
- Prima soldering, geen verschil met test 1 en 4
- Horizontaal solderen met 1mm ring en boraxine flux om te kijken of de spleet voldoende schoon wordt en juiste doorvloeiing realiseert
- Prima soldering, geen verschil met test 1 en 4
- Horizontaal solderen met 1mm ring en een te veel aan boraxine flux om te kijken of de spleet voldoende schoon wordt en juiste doorvloeiing realiseert
- Prima soldering, geen verschil met test 1 en 4
- 1mm soldeerringen zijn voor de vlampijpen voldoende. De rest zal ik met staf doen.
- Horizontaal solderen heeft absoluut de voorkeur. Het soldeer komt waar het bedoeld is, bij verticaal is het niet volledig te garanderen
- Boraxine als flux werkt prima, het is enorm gaan lopen bij test 5, 6 en 7 en laat een helder geëtst koperen oppervlak achter na het zuren.
- Reeds aangebrachte solderingen houden zich goed zonder opnieuw flux op het zilver toe te voegen
- Er zit geen verschil in de doorvloeiing bij een 'schone' montage van de delen (stap 1 tm 4) en het monteren-verwarmen-zuren-solderen (stap 5 tm 7)
Foto van de voorzijde na zuren (hier lagen de ringetjes).
Foto van de onderzijde
Foto van het verschil tussen 1mm soldeerring (onderste, test 1) vs 1.5mm soldeerring (middelste, test 2).
Voor nu voldoende informatie opgedaan met de soldeer tests.
De ketel moet uiteraard volledig dicht zijn voordat ik hem kan afpersen en met de ervaringen die ik heb opgedaan zie ik het zitten om de buizen aan één zijde iets onrond te maken zodat ze in de gaten blijven hangen. Dan wordt de aangepaste werkvolgorde als volgt (handig om mijn gedachten te ordenen en hopelijk leuk voor jullie
)- Soldeergang 1
- Het binnenste voorste front in de ketelbuis schuiven
- Realiseren van juiste hoekverdraaiing en diepte van front in ketelbuis
- De vuurgang (de binnenste dikke buis) plaatsen
- Laatste controle op hoekverdraaiing en passing door tijdelijke plaatsing voorste buitenste front
- Alleen front aan ketelbuis solderen met staf
- Zuren
- Soldeergang 2
- Het binnenste achterste front in de ketelbuis schuiven
- Realiseren van de juiste op hoekverdraaiing en diepte front in ketelbuis
- De vuurgang (de binnenste dikke buis) op de juiste uitsteeklengte plaatsen
- Solderen van het achterste binnenste front en de vuurgang met staf
- Zuren
- Soldeergang 3
- Plaatsen van alle vlampijpen, de bussen op het voorste front (peilglas en manometer) en de trekstangen
De vlampijpen kunnen rustig op hun plek getikt worden door de onrondheid zonder dat alles blijft verschuiven
- Vuurgang, vlampijpen, trekstrangen en bussen aan front solderen met ringetjes en staf
- Zuren
- Plaatsen van alle vlampijpen, de bussen op het voorste front (peilglas en manometer) en de trekstangen
- Soldeergang 4
- Solderen van de vuurgang, vlampijpen en trekstangen aan het achterste binnenste front met ringetjes en staf
- Zuren
- Soldeergang 5
- Plaatsen van de bus voor de veiligheid, stoomdom, schoorsteen en voedingswater
- Solderen met staf
- Zuren
- Afpersen tot 6 bar
- Soldeergang 6
- De buitenste fronten in de buis schuiven
- Solderen met staf
- Zuren
- Afpersen tot 6 bar
Het komt nu echt dichterbij! Nog even de laatste onderdelen klaar maken en een gereedschapje maken om de vlampijpen gecontroleerd onrond mee te maken en dan kan ik tot en met stap 4 gaan realiseren. De laatste stappen vereisen materiaal bestellingen en een hoop tijd achter een draai- en freesbank.
Laatst bewerkt:
Afgelopen week de eerste stappen in het soldeer avontuur gezet! Toch nog een hele kleine afwijking van het plan gemaakt maar daarover later meer.
De hoekverdraaiing van het ketelfront heb ik uitgelijnd met een laser nadat de ketelbuis netjes in de zitting lag. De vier strepen die ik aan het begin van de ketelbouw op de ketelbuis heb gezet kwamen hier enorm van pas.

Toen bakken en braden. Het werd lekker warm in de schuur! Ongelofelijk hoeveel warmte er in gaat zitten. De hoeveelheid zilver is niet overal gelijkmatig verdeeld maar er zit sowieso voldoende in.

Aan de binnenzijde is te zien dat het goed is doorgevloeid gelukkig. het is een beetje een rare foto, hij is gemaakt na het afspoelen voor het zuren. De bellen/weerspiegeling geven een verkeerde indruk dus die mogen jullie wegdenken.

Ook het achterste binnenste ketelfront zit er in. Dit is gelijkmatiger gesoldeerd, als de ketel klaar is zal ik waarschijnlijk pas een volleerd soldeerder zijn.
Positief is dat het zichtwerk pas later aan de beurt is...

En ook hier is gelukkig door het gat van de vuurgang te zien dat de volledige naad vol zit met soldeer.

En nu met een droge passing van de vuurgang begint het er toch wel erg gaaf uit te zien!

Maar met het voorste buitenste front er op was het even balen, dat kwam al boven water na het solderen van het eerste front in de ketelbuis. Enkele weken geleden heb ik op een avond waar ik even een klein klusje wilde doen toch de gaten van het voorste buitenste front geboord. Dat had ik nog niet moeten doen blijkt nu, het gat zit niet op de juiste plek waardoor de vuurgang er niet doorheen valt en/of het front past niet meer in de ketelbuis. Dit is de reden waarom ik de soldeer volgorde heb aanpast en de vuurgang pas meeneem bij de volgende stap.
In de volgende foto zie je de misser. Hier overduidelijk te zien, het zit niet op zijn beste kunnen in elkaar, maar er zit in totaal ongeveer een millimeter fout in. Stom natuurlijk, het was wel een beetje te optimistisch te denken dat de doorstulpingen allemaal op een tiende precies zou gaan met de houten mallen die gebruikt zijn.
Stom natuurlijk, het was wel een beetje te optimistisch te denken dat de doorstulpingen allemaal op een tiende precies zou gaan met de houten mallen die gebruikt zijn.

Voordat er weer gesoldeerd gaat worden moet er opnieuw een ketelfront gevormd worden, afgedraaid worden waarna de gaten van het de peilglas- en manometerbussen kunnen worden geboord. Wanneer ik het dan droog in elkaar zet en netjes uitlijn kan hopelijk de locatie van de vuurgang netjes overgenomen worden. Jammer, want ik had gehoopt in de kerstvakantie een heel eind te komen maar gelukkig geen man overboord en een probleem dat op te lossen is.
De hoekverdraaiing van het ketelfront heb ik uitgelijnd met een laser nadat de ketelbuis netjes in de zitting lag. De vier strepen die ik aan het begin van de ketelbouw op de ketelbuis heb gezet kwamen hier enorm van pas.
Toen bakken en braden. Het werd lekker warm in de schuur! Ongelofelijk hoeveel warmte er in gaat zitten. De hoeveelheid zilver is niet overal gelijkmatig verdeeld maar er zit sowieso voldoende in.
Aan de binnenzijde is te zien dat het goed is doorgevloeid gelukkig. het is een beetje een rare foto, hij is gemaakt na het afspoelen voor het zuren. De bellen/weerspiegeling geven een verkeerde indruk dus die mogen jullie wegdenken.
Ook het achterste binnenste ketelfront zit er in. Dit is gelijkmatiger gesoldeerd, als de ketel klaar is zal ik waarschijnlijk pas een volleerd soldeerder zijn.
Positief is dat het zichtwerk pas later aan de beurt is...
En ook hier is gelukkig door het gat van de vuurgang te zien dat de volledige naad vol zit met soldeer.
En nu met een droge passing van de vuurgang begint het er toch wel erg gaaf uit te zien!
Maar met het voorste buitenste front er op was het even balen, dat kwam al boven water na het solderen van het eerste front in de ketelbuis. Enkele weken geleden heb ik op een avond waar ik even een klein klusje wilde doen toch de gaten van het voorste buitenste front geboord. Dat had ik nog niet moeten doen blijkt nu, het gat zit niet op de juiste plek waardoor de vuurgang er niet doorheen valt en/of het front past niet meer in de ketelbuis. Dit is de reden waarom ik de soldeer volgorde heb aanpast en de vuurgang pas meeneem bij de volgende stap.
In de volgende foto zie je de misser. Hier overduidelijk te zien, het zit niet op zijn beste kunnen in elkaar, maar er zit in totaal ongeveer een millimeter fout in.
Stom natuurlijk, het was wel een beetje te optimistisch te denken dat de doorstulpingen allemaal op een tiende precies zou gaan met de houten mallen die gebruikt zijn.
Voordat er weer gesoldeerd gaat worden moet er opnieuw een ketelfront gevormd worden, afgedraaid worden waarna de gaten van het de peilglas- en manometerbussen kunnen worden geboord. Wanneer ik het dan droog in elkaar zet en netjes uitlijn kan hopelijk de locatie van de vuurgang netjes overgenomen worden. Jammer, want ik had gehoopt in de kerstvakantie een heel eind te komen maar gelukkig geen man overboord en een probleem dat op te lossen is.
Laatst bewerkt:
Hallo Crispijn
T'ja dat zijn van die momentjes, waar je even van bijkomen moet
Maar mijn complimenten zoals de start is gemaakt, ik vind het stulpen v/d fronten erg mooi gelukt.
Was achteraf ook een mooie optie bij mij geweest bij de vuurpijp, ik heb me hier aan de tekening en bouw advies gehouden. Ga je nog zien.
Je zou toch een bronzen bus kunnen draaien, ja je krijgt dan een dubbele soldering maar hoeft dan geen nieuw front te maken. (mits je zo dik brons heb natuurlijk).
En natuurlijk, ook ik zou achteraf een paar zaken anders aangepakt hebben maar we maken beiden niet dagelijks modelstoomketels.")
Het afpersen is echt zo'n momentje waar je trots op kunt zijn, als dan alles dicht gesoldeerd is en je de appendage monteert v/d test kreeg ik er wel even een kik van.
Ik heb dit toe samen met Harm gedaan, beiden waren we erg benieuwd, hoewel we de boel wel x-keer nagekeken hadden met het solderen of we overal wel een mooie door-soldering hadden.
Succes met de verdere bouw, mooi verslag en sloep.
Peter
T'ja dat zijn van die momentjes, waar je even van bijkomen moet
Maar mijn complimenten zoals de start is gemaakt, ik vind het stulpen v/d fronten erg mooi gelukt.
Was achteraf ook een mooie optie bij mij geweest bij de vuurpijp, ik heb me hier aan de tekening en bouw advies gehouden. Ga je nog zien.
Je zou toch een bronzen bus kunnen draaien, ja je krijgt dan een dubbele soldering maar hoeft dan geen nieuw front te maken. (mits je zo dik brons heb natuurlijk).
En natuurlijk, ook ik zou achteraf een paar zaken anders aangepakt hebben maar we maken beiden niet dagelijks modelstoomketels.
Het afpersen is echt zo'n momentje waar je trots op kunt zijn, als dan alles dicht gesoldeerd is en je de appendage monteert v/d test kreeg ik er wel even een kik van.
Ik heb dit toe samen met Harm gedaan, beiden waren we erg benieuwd, hoewel we de boel wel x-keer nagekeken hadden met het solderen of we overal wel een mooie door-soldering hadden.
Succes met de verdere bouw, mooi verslag en sloep.
Peter