En ja, daar ben ik best blij mee, ook al is het resultaat nog niet echt, eh, optimaal...
Eerste poging, te veel opening tussen bed en nozzle:
Tweede poging, ik vind het een succes!
Deel 1:
Deel 2:
De print is niet helemaal af. Toen hij halverwege de tweede toplaag was trok hij de print los van het bed en heb ik hem met de hand weggepakt. Ik wilde eigenlijk op dat moment de camera net starten voor het derde filmpje, maar dat ging dus even niet door.
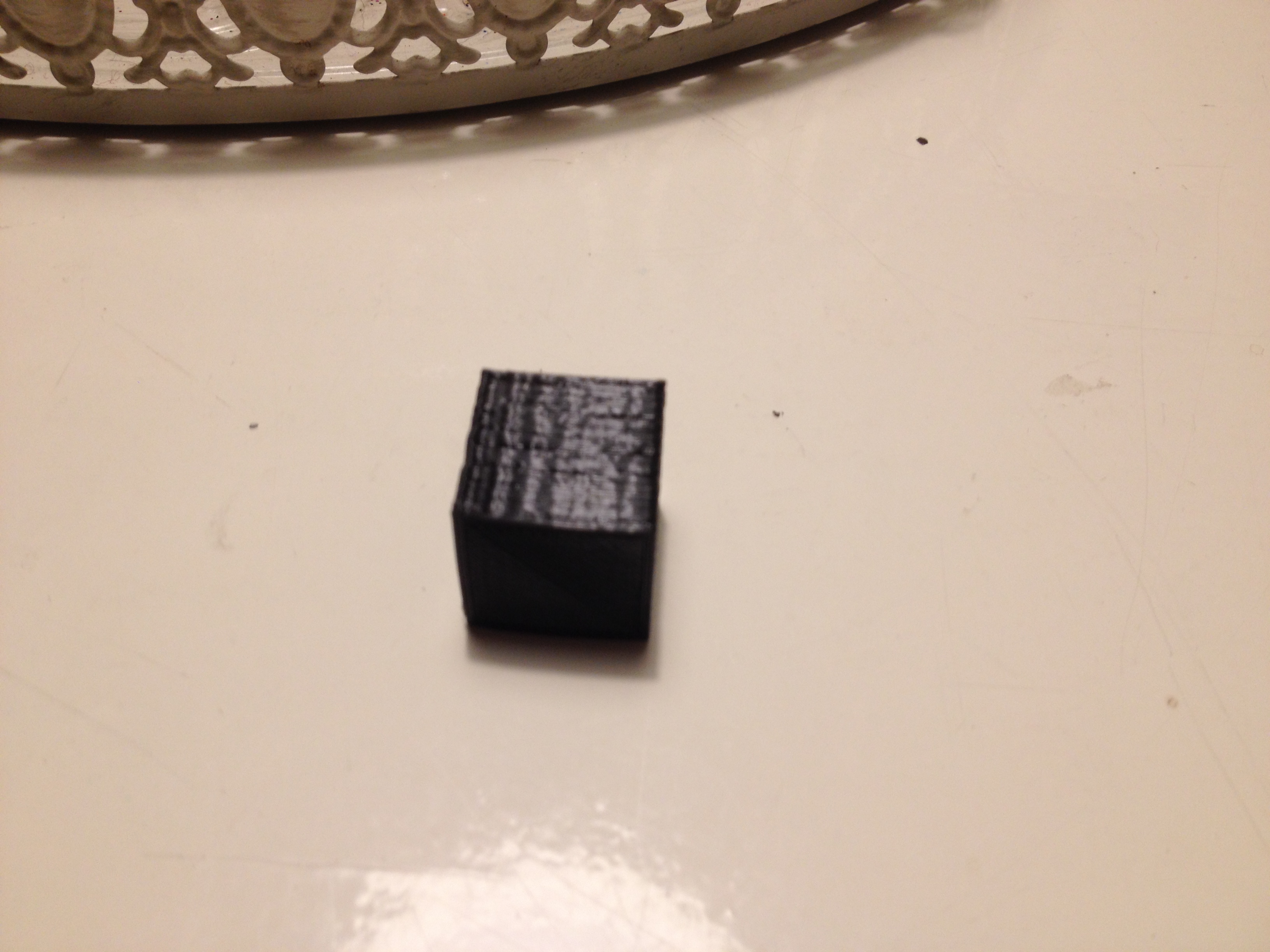
Fotootjes van het resultaat (een slecht resultaat is ook resultaat, toch?)

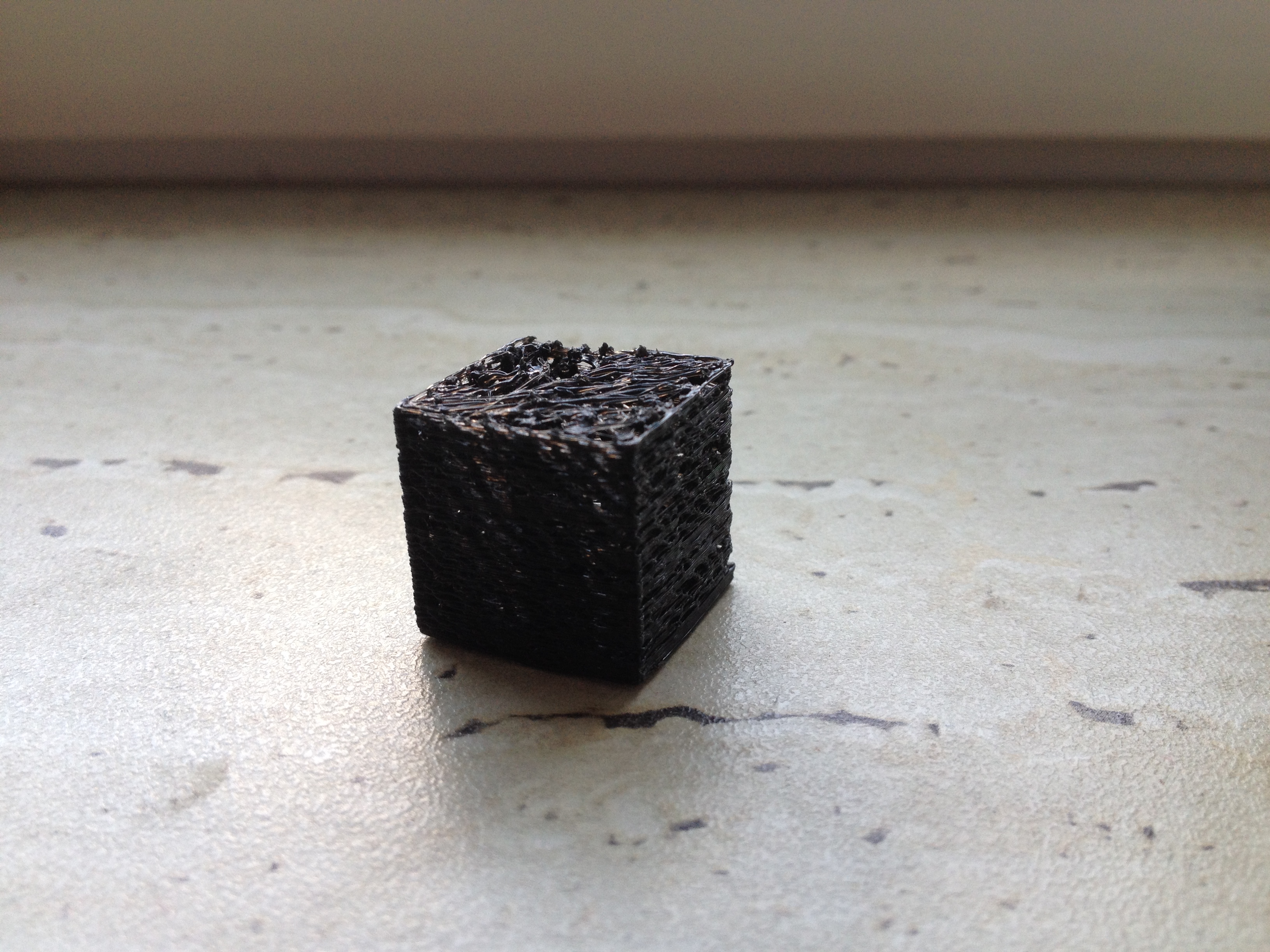
Ik heb een aantal verbeteringen in gedachte. Hij lijkt iets te underextruden. Maar het grootste probleem is dat de extruder gear slipt. Daar moet een veel betere voor komen. Waarom het ding tijdens het printen van de tweede toplaag losliet van het bed weet ik nog niet. Ik denk dat het underextruden en dat slippen daar ook debet aan kan zijn, dan trekt het materiaal aan de print. Dus eerst de nieuwe gear, dan steps/mm van de extruder aanpassen en dan zien we wel verder. Denk ik...
Hugo
Eerste poging, te veel opening tussen bed en nozzle:
Tweede poging, ik vind het een succes!
Deel 1:
Deel 2:
De print is niet helemaal af. Toen hij halverwege de tweede toplaag was trok hij de print los van het bed en heb ik hem met de hand weggepakt. Ik wilde eigenlijk op dat moment de camera net starten voor het derde filmpje, maar dat ging dus even niet door.
Fotootjes van het resultaat (een slecht resultaat is ook resultaat, toch?)
Ik heb een aantal verbeteringen in gedachte. Hij lijkt iets te underextruden. Maar het grootste probleem is dat de extruder gear slipt. Daar moet een veel betere voor komen. Waarom het ding tijdens het printen van de tweede toplaag losliet van het bed weet ik nog niet. Ik denk dat het underextruden en dat slippen daar ook debet aan kan zijn, dan trekt het materiaal aan de print. Dus eerst de nieuwe gear, dan steps/mm van de extruder aanpassen en dan zien we wel verder. Denk ik...
Hugo

")