Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Je gebruikt een verouderde webbrowser. Het kan mogelijk deze of andere websites niet correct weergeven.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Bouwverslag Zoltar CNC 2012 portaalfrees
- Topicstarter gait
- Startdatum
Gait,
Ik heb serieus plannen om deze machine ook te gaan bouwen. Inmiddels heb ik de CD van Chris ontvangen. Daar staat oa een bouwbeschrijving op maar jouw verhaal geeft toch veel extra info. Erg handig! De DXF en DWG-files zijn inmiddels richting een kennis die de RVS delen gaat laseren. Ik moet dus nog even geduld hebben.
Je verhaal is behoorlijk compleet maar toch heb ik nog een paar vragen.
Je schrijft dat je de 4 kogelomloopspindels via Ebay hebt besteld. Daar zitten de lagers, poulies en tandriem niet bij. De lagers zijn kennelijk skate-lagers maar waar heb je de rest besteld?
Dan iets mbt het omzetten van tekeningen. Zelf heb ik al eens met WinTopo zitten werken. Hierbij wordt de tekening weliswaar naar vector formaat omgezet maar het resultaat is CAD-technisch gezien meestal niet zo fraai. Een cirkel bv is doorgaans een aaneenschakeling van heel veel kleine, rechte lijntjes. Poets je die file vervolgens nog op of zet je deze direct om naar g-code?
Paul.
Ik heb serieus plannen om deze machine ook te gaan bouwen. Inmiddels heb ik de CD van Chris ontvangen. Daar staat oa een bouwbeschrijving op maar jouw verhaal geeft toch veel extra info. Erg handig! De DXF en DWG-files zijn inmiddels richting een kennis die de RVS delen gaat laseren. Ik moet dus nog even geduld hebben.
Je verhaal is behoorlijk compleet maar toch heb ik nog een paar vragen.
Je schrijft dat je de 4 kogelomloopspindels via Ebay hebt besteld. Daar zitten de lagers, poulies en tandriem niet bij. De lagers zijn kennelijk skate-lagers maar waar heb je de rest besteld?
Dan iets mbt het omzetten van tekeningen. Zelf heb ik al eens met WinTopo zitten werken. Hierbij wordt de tekening weliswaar naar vector formaat omgezet maar het resultaat is CAD-technisch gezien meestal niet zo fraai. Een cirkel bv is doorgaans een aaneenschakeling van heel veel kleine, rechte lijntjes. Poets je die file vervolgens nog op of zet je deze direct om naar g-code?
Paul.
gait
PH-SAM
Paul,
Goede keuze om de machine te bouwen. Na een jaar gebruik ben ik nog steeds tevreden en een happy user. Ik gebruik hem voornamelijk om hout en kunststof mee te frezen en het resultaat is prima. Chris was zelfs verbaasd dat het verspanen van nylon een glad oppervlak achter liet. Inmiddels zijn de gedachten er om aluminium te verspanen en printen te maken. Als dit gebeurd dan laat hier wel weer een bericht achter.
De 4 kogelomloopspindels heb ik inderdaad via ebay besteld. De lagers heb ik ook voor een ander project gekocht bij de sportwinkel, waar deze ook in skeelers worden gebruikt. De lagers zijn in verschillende kwaliteiten beschikbaar en daarmee verschillend geprijst.
poulies en tandriemen zijn o.a. bij stappenmotor.nl te verkrijgen.
image files omzetten naar vector files om deze vervolgens te gebruiken voor het frezen poets ik altijd op. Het beperkt het aantal code lijnen en geeft een beter resultaat en het werkstuk is mogelijk in een kortere tijd te frezen doordat minder regels g-code worden gebruikt.
op het forum van zoltar hen ik ook nog postings staan, daar kun je ook hulp krijgen als je ergens tegen aanloopt.
suc6 met de bouw.
gr
Gait
Goede keuze om de machine te bouwen. Na een jaar gebruik ben ik nog steeds tevreden en een happy user. Ik gebruik hem voornamelijk om hout en kunststof mee te frezen en het resultaat is prima. Chris was zelfs verbaasd dat het verspanen van nylon een glad oppervlak achter liet. Inmiddels zijn de gedachten er om aluminium te verspanen en printen te maken. Als dit gebeurd dan laat hier wel weer een bericht achter.
De 4 kogelomloopspindels heb ik inderdaad via ebay besteld. De lagers heb ik ook voor een ander project gekocht bij de sportwinkel, waar deze ook in skeelers worden gebruikt. De lagers zijn in verschillende kwaliteiten beschikbaar en daarmee verschillend geprijst.
poulies en tandriemen zijn o.a. bij stappenmotor.nl te verkrijgen.
image files omzetten naar vector files om deze vervolgens te gebruiken voor het frezen poets ik altijd op. Het beperkt het aantal code lijnen en geeft een beter resultaat en het werkstuk is mogelijk in een kortere tijd te frezen doordat minder regels g-code worden gebruikt.
op het forum van zoltar hen ik ook nog postings staan, daar kun je ook hulp krijgen als je ergens tegen aanloopt.
suc6 met de bouw.
gr
Gait
Gerhard,
Ik ben me nu meer en meer in de machine aan het verdiepen. In de stuklijst viel mij de koppeling tussen de beide X-spindels dmv een tandriem op (zoals ook op jouw foto's is te zien) plus het feit dat iedere X-spindel zijn eigen aandrijving heeft (2 motoren). Inmiddels heb ik van Chris de achtergrond begrepen. Er zijn op die manier nogal wat mogelijkheden vwb het gebruik van het aantal en type stappenmotoren. Uit jouw verslag kan ik niet echt opmaken waar jij uiteindelijk voor hebt gekozen. Gebruik jij per X-spindel ook nog een eigen motor?
Welke type motoren heb jij uiteindelijk voor alle spindels toegepast? De minimale eis is een Nema 17 motor met een koppel van tenminste 0.5 Nm maar deze zou voor continu gebruik minder geschikt zijn. Bij aandrijving van beide X-spindels zou een Nema 23 van 1 Nm een goede keuze zijn. Hoe zit het bij de overige assen?
Groet,
Paul.
Ik ben me nu meer en meer in de machine aan het verdiepen. In de stuklijst viel mij de koppeling tussen de beide X-spindels dmv een tandriem op (zoals ook op jouw foto's is te zien) plus het feit dat iedere X-spindel zijn eigen aandrijving heeft (2 motoren). Inmiddels heb ik van Chris de achtergrond begrepen. Er zijn op die manier nogal wat mogelijkheden vwb het gebruik van het aantal en type stappenmotoren. Uit jouw verslag kan ik niet echt opmaken waar jij uiteindelijk voor hebt gekozen. Gebruik jij per X-spindel ook nog een eigen motor?
Welke type motoren heb jij uiteindelijk voor alle spindels toegepast? De minimale eis is een Nema 17 motor met een koppel van tenminste 0.5 Nm maar deze zou voor continu gebruik minder geschikt zijn. Bij aandrijving van beide X-spindels zou een Nema 23 van 1 Nm een goede keuze zijn. Hoe zit het bij de overige assen?
Groet,
Paul.
gait
PH-SAM
Paul,
Mijn machine is uitgerust met 2 nema 17 motoren van .5 nM. Zie posting #11 voor de specs. Deze heb ik bij reprapworld.nl besteld. In combinatie met de kogelomloopspindels is gebleken dat dit zonder problemen functioneert bij het freezen van hout en kunststof. Continu gebruik is geen issue gebleken. De langst aaneengesloten periode van freeswerk is ca 1,5 uur geweest. De voedingspanning van de motoren is 24 volt. In de praktijk werk ik met snijsnelheden van 600 - 800 mm / min. Het verplaatsen (rapids) doe ik met 1500 mm/min. Op alle assen zitten dezelfde motoren. Zwaarder is altijd mogelijk maar zal een andere response opleveren in de accelleratie. De keuze van mijn motoren was gebaseerd op beschikbaar budget, met in het achterhoofd de gedachte dat ik geen produktie werk doe maar hobbywerk dus enkele stuks. Verder was het gebruik met aluminium bedacht, dat heb ik tot op heden nog niet gedaan. Het zal dan blijken of deze motoren dat ook aankan.
Gr
Gerhard
Mijn machine is uitgerust met 2 nema 17 motoren van .5 nM. Zie posting #11 voor de specs. Deze heb ik bij reprapworld.nl besteld. In combinatie met de kogelomloopspindels is gebleken dat dit zonder problemen functioneert bij het freezen van hout en kunststof. Continu gebruik is geen issue gebleken. De langst aaneengesloten periode van freeswerk is ca 1,5 uur geweest. De voedingspanning van de motoren is 24 volt. In de praktijk werk ik met snijsnelheden van 600 - 800 mm / min. Het verplaatsen (rapids) doe ik met 1500 mm/min. Op alle assen zitten dezelfde motoren. Zwaarder is altijd mogelijk maar zal een andere response opleveren in de accelleratie. De keuze van mijn motoren was gebaseerd op beschikbaar budget, met in het achterhoofd de gedachte dat ik geen produktie werk doe maar hobbywerk dus enkele stuks. Verder was het gebruik met aluminium bedacht, dat heb ik tot op heden nog niet gedaan. Het zal dan blijken of deze motoren dat ook aankan.
Gr
Gerhard
Gerhard,
In posting 7 schrijf je iets over een spanrol tbv de tand-riem tussen beide X-assen. Ik kan hierover niets terugvinden in de beschrijving van de machine. Inmiddels heb ik van Chris begrepen dat eea uit 2 kogellagers bestaat. Heb jij toevallig een foto beschikbaar waarop eea te zien is?
Groet,
Paul.
In posting 7 schrijf je iets over een spanrol tbv de tand-riem tussen beide X-assen. Ik kan hierover niets terugvinden in de beschrijving van de machine. Inmiddels heb ik van Chris begrepen dat eea uit 2 kogellagers bestaat. Heb jij toevallig een foto beschikbaar waarop eea te zien is?
Groet,
Paul.
gait
PH-SAM
Aandrukrol tandriemsnaar
Paul,
ik heb mijn foto's even bekeken en heb hiervan geen goede foto. Zal de machine even op zijn kant leggen en kijken of hiervan een goede foto kan maken.
gr
Gerhard
Gerhard,
In posting 7 schrijf je iets over een spanrol tbv de tand-riem tussen beide X-assen. Ik kan hierover niets terugvinden in de beschrijving van de machine. Inmiddels heb ik van Chris begrepen dat eea uit 2 kogellagers bestaat. Heb jij toevallig een foto beschikbaar waarop eea te zien is?
Groet,
Paul.
Paul,
ik heb mijn foto's even bekeken en heb hiervan geen goede foto. Zal de machine even op zijn kant leggen en kijken of hiervan een goede foto kan maken.
gr
Gerhard
gait
PH-SAM
paul,
hierbij de twee foto's:
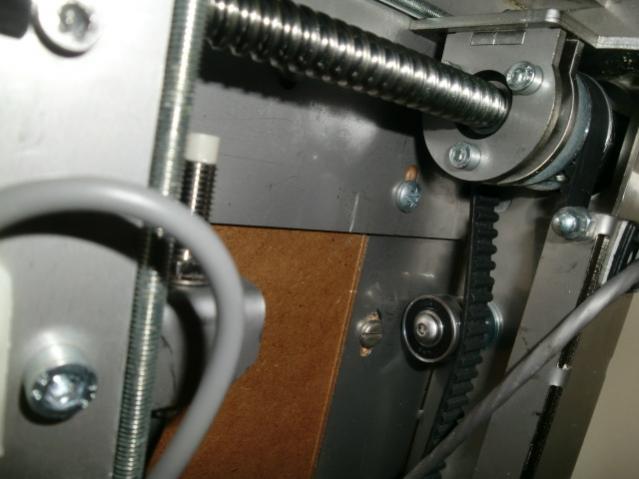
de twee lagers worden met een inbus op een zeskant bus geschroefd, deze dient als afstandstuk tussen de snaarafscherming en de lagers. Zorg ervoor dat de aandrukrol goed op
de snaar is gepositioneerd. De twee lagers zijn achter elkaar gemonteerd en breeder dan de snaar, dus dat is geen probleem.

Even een foto van het vooraanzicht waar de imbusbout door de snaarafscherming heengaat in het sleufgat. Hij wordt in de 6 kant bus gedraaid en dan het geheel afstellen dat de snaar voldoende op spanning is gezet. Je kunt hem dan nog indrukken ik schat ca 0,5 cm.
Succes met de bouw.
gr
Gerhard
hierbij de twee foto's:
de twee lagers worden met een inbus op een zeskant bus geschroefd, deze dient als afstandstuk tussen de snaarafscherming en de lagers. Zorg ervoor dat de aandrukrol goed op
de snaar is gepositioneerd. De twee lagers zijn achter elkaar gemonteerd en breeder dan de snaar, dus dat is geen probleem.
Even een foto van het vooraanzicht waar de imbusbout door de snaarafscherming heengaat in het sleufgat. Hij wordt in de 6 kant bus gedraaid en dan het geheel afstellen dat de snaar voldoende op spanning is gezet. Je kunt hem dan nog indrukken ik schat ca 0,5 cm.
Succes met de bouw.
gr
Gerhard
Laatst bewerkt door een moderator:
Gerhard,
Dank voor deze snelle service! De opbouw is me nu duidelijk.
Ik ben helaas nog steeds niet begonnen met de bouw, nog niet alle onderdelen zijn binnen. Wel merk ik dat het handig is om alle beschikbare informatie vooraf goed te bestuderen. Zou misschien nog handiger zijn om een complete machine al eens van te voren te kunnen bekijken. Weet helaas niet of er bij mij in de buurt (zuiden vh land) iemand deze machine al eens heeft opgebouwd.
Groet,
Paul.
Dank voor deze snelle service! De opbouw is me nu duidelijk.
Ik ben helaas nog steeds niet begonnen met de bouw, nog niet alle onderdelen zijn binnen. Wel merk ik dat het handig is om alle beschikbare informatie vooraf goed te bestuderen. Zou misschien nog handiger zijn om een complete machine al eens van te voren te kunnen bekijken. Weet helaas niet of er bij mij in de buurt (zuiden vh land) iemand deze machine al eens heeft opgebouwd.
Groet,
Paul.
gait
PH-SAM
Aluminium frezen
vandaag ook met aluminium frezen aan de slag gegaan.
Voor een clubgenoot uit aluminium 5 mm een motorplaat voor een mpx mentor gemaakt als vervanging van de kunststof plaat. Hiervoor heeft hij een dxf file aangeleverd die vervolgens is omgezet naar een cutfile voor cncusb.
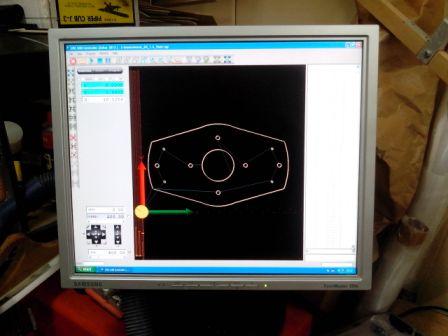
Vervolgens een 1,6 mm frees gemonteerd. Als materiaal was een kokerbalk geleverd van 120 x 60 mm die vervolgens op de tafel is vastgeklemd. Eerst maar even een testje gedaan met 400 mm/min voeding en gekeken of de balk vlak op de tafel zat. Tegelijkertijd enig idee gekregen over hoeveel materiaal er verspaand kan worden met 400 mm. 1 mm lijkt goed te gaan. Dus daarmee gestart. Na de kleine gaten (3,3 en 2,4 mm) wordt het grote gat gemaakt van 16 mm rond. Dit verloopt goed. Nu de buitenzijde:

en dan het eind product:

Zo Edwin hij is klaar! zaterdag maar eens monteren.
gr
Gerhard
vandaag ook met aluminium frezen aan de slag gegaan.
Voor een clubgenoot uit aluminium 5 mm een motorplaat voor een mpx mentor gemaakt als vervanging van de kunststof plaat. Hiervoor heeft hij een dxf file aangeleverd die vervolgens is omgezet naar een cutfile voor cncusb.
Vervolgens een 1,6 mm frees gemonteerd. Als materiaal was een kokerbalk geleverd van 120 x 60 mm die vervolgens op de tafel is vastgeklemd. Eerst maar even een testje gedaan met 400 mm/min voeding en gekeken of de balk vlak op de tafel zat. Tegelijkertijd enig idee gekregen over hoeveel materiaal er verspaand kan worden met 400 mm. 1 mm lijkt goed te gaan. Dus daarmee gestart. Na de kleine gaten (3,3 en 2,4 mm) wordt het grote gat gemaakt van 16 mm rond. Dit verloopt goed. Nu de buitenzijde:
en dan het eind product:
Zo Edwin hij is klaar! zaterdag maar eens monteren.
gr
Gerhard
Laatst bewerkt door een moderator:
") )
)gait
PH-SAM
printjes fresen
Vandaag maar eens even een printje gefreesd:
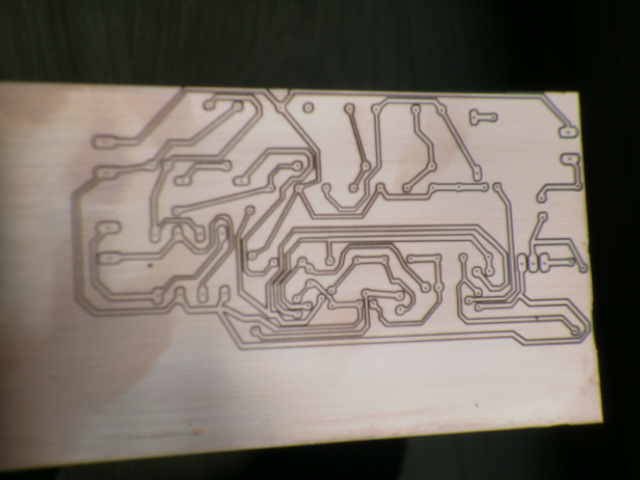
print is met behulp van Eagle getekend. Vervolgens een cnc file aangemaakt voor het boren en frezen van de print.
De print is gefreesd met een graveer stift 30°x 0,1 x 3,175mm. Nou dat ging als een speer! Binnen korte tijd een mooie print, spoortjes van 0,6 mm enz. De foto laat het tussenresultaat zien. Door de hoek waaronder is gefotografeerd lijkt het alsof sporen niet aanwezig zijn, maar gelukkig is dit wel het geval. Nu nog alleen nog de print van soldeerlak voorzien en dan bestukken.
gr
Gerhard
Vandaag maar eens even een printje gefreesd:
print is met behulp van Eagle getekend. Vervolgens een cnc file aangemaakt voor het boren en frezen van de print.
De print is gefreesd met een graveer stift 30°x 0,1 x 3,175mm. Nou dat ging als een speer! Binnen korte tijd een mooie print, spoortjes van 0,6 mm enz. De foto laat het tussenresultaat zien. Door de hoek waaronder is gefotografeerd lijkt het alsof sporen niet aanwezig zijn, maar gelukkig is dit wel het geval. Nu nog alleen nog de print van soldeerlak voorzien en dan bestukken.
gr
Gerhard
Laatst bewerkt door een moderator:
Even een update mbt de opbouw van mijn Zoltar freesmachine.
Aanvankelijk wat problemen gehad met de levering van de snijdelen. In tegenstelling tot het systeem waarin alle snijdelen in een raamwerkt zitten wilde mijn leverancier mij een dienst bewijzen door alle delen los aan te leveren. Dat zorgt er wel voor dat er veel minder nabewerking aan de diverse delen nodig is. Doordat er echter tussen ogenschijnlijk dezelfde delen toch kleine verschillen zitten had ik niet alle benodigde delen in een keer binnen. Omdat het voor mij ook een behoorlijke puzzel was om voorafgaand aan de bouw na te gaan of en zo ja wat die verschillen zijn, heeft het uiteindelijk extra tijd gekost om alle juiste delen alsnog goed geleverd te krijgen.
Alhoewel de door Zoltar aangeleverde informatie in de diverse PDF-files een redelijk beeld geeft van de opbouw van de machine blijft het soms zoeken naar de juiste opbouw. Met name de twee platen die, nadat ze ieder 2 keer zijn omgezet, als versterking in het Y-brugstuk worden toegepast, hebben mij nogal wat tijd gekost. Zowel omdat voor mij niet direct duidelijk was waar ze toegepast werden maar ook het bewerken, het omzetten van de randen van deze onderdelen. Daar is echt professionele hulp bij geboden! Ook het al eerder genoemde feit dat er kleine verschillen tussen ogenschijnlijk dezelfde delen zit is nergens terug te vinden. Daar moet je gedurende de opbouw zelf achter komen.
Met wat ervaring in metaalbewerking loopt de opbouw van de machine op zich verder zonder al te veel problemen. Het tappen van de schroefdraad in het RVS is niet moeilijk mits uiteraard een goede kwaliteit tap wordt toegepast. Het lijmen van de diverse delen, eigenlijk geen traditionele metaalbewerking(!), gaat met de toegepaste Loctite 330 erg eenvoudig. Ik zag hier vooraf best wat tegenop maar dat bleek niet nodig. In tegenstelling tot de normale 2 componentenlijm waarbij het verwerken soms een race tegen de klok is, is dit hier absoluut niet het geval. Schone oppervlaktes van de te lijmen delen zijn uiteraard ook hier een vereiste maar doordat het opbrengen van de lijmcomponenten op de afzonderlijke delen gebeurd, is er meer dan voldoende tijd om redelijk ontspannen te kunnen werken. Afsluiting van de mechanische opbouw is de montage van het werkblad. Voorlopig heb ik gekozen voor een eenvoudig blad van MDF voorzien van wat gaten met aan de onderzijde M5 inslagmoeren.
Voor de elektrische opbouw is er voorlopig voor gekozen om de 4 motoren met normale 4-adrige kabels aan te sluiten. In eerste instantie nog zonder eindschakelaars heb ik een eerste poging ondernomen om de machine dmv de software aan te sturen. De X- en Y-spindel werkt direct in beide richtingen, de Z-spindel loopt maar in 1 richting. Gevoelsmatig had ik het idee dat dit met instellingen rondom de eindschakelaars te doen had. In overleg met Zoltar toch eerst maar de inductieve eindschakelaars gemonteerd. Dit bleek idd de boosdoener te zijn. Wel heb ik het idee dat de spindels precies verkeerd om draaien. Het instellen van deze schakelaars in de software gaat vooralsnog niet echt vlot maar dat kan te maken hebben met het feit dat ik nog niet goed thuis ben in de software. Op dit moment is het zelfs zo dat, na wat instellingen te hebben aangepast, de Z-spindel in beide richtingen niets meer doet, zelfs met aanwezige eindschakelaars! Ook valt mij op dat na wijziging van instellingen de software soms lijkt te blokkeren. Ik krijg dan een melding dat de machine al loopt en kan verder niets doen.
Wat die hulp van Zoltar trouwens betreft, daar kan ik kort over zijn, niets dan lof! Daar waar mogelijk is er op allerlei manieren veel ondersteuning.
Resume, Gerhard heeft in één van zijn eerdere postings aangegeven slechts twee dagen voor de opbouw van de machine nodig te hebben gehad, dat heb ik net niet gehaald!
Eigenlijk moet je minimaal twee van deze machines op kunnen bouwen, bij de tweede weet je dan tenminste waar je op moet letten.
Ik wil op mijn machine mijn oude AEG bovenfrees toepassen. Met de standaard 43 mm hals is dit geen probleem, die past in de Zoltar houder. Frezen heb ik trouwens nog niet geprobeerd, eerst alle instellingen in de software onder de knie krijgen. Indien iemand in Zuid-Nederland al met CNC-USB werkt en mij wat op weg zou kunnen en willen helpen, ik houd me aanbevolen!
Uit ervaringen van clubgenoten die al langer met CNC-freeswerk bezig zijn lijkt mij naar de toekomst een stillere freesmotor plus een andere manier van het opspannen van het materiaal zoals bv door middel van een vacuümtafel zinvolle aanpassingen. Maar zoals al aangegeven, eerst maar eens met de huidige opstelling ervaringen op gaan doen.
Groet,
Paul.
Aanvankelijk wat problemen gehad met de levering van de snijdelen. In tegenstelling tot het systeem waarin alle snijdelen in een raamwerkt zitten wilde mijn leverancier mij een dienst bewijzen door alle delen los aan te leveren. Dat zorgt er wel voor dat er veel minder nabewerking aan de diverse delen nodig is. Doordat er echter tussen ogenschijnlijk dezelfde delen toch kleine verschillen zitten had ik niet alle benodigde delen in een keer binnen. Omdat het voor mij ook een behoorlijke puzzel was om voorafgaand aan de bouw na te gaan of en zo ja wat die verschillen zijn, heeft het uiteindelijk extra tijd gekost om alle juiste delen alsnog goed geleverd te krijgen.
Alhoewel de door Zoltar aangeleverde informatie in de diverse PDF-files een redelijk beeld geeft van de opbouw van de machine blijft het soms zoeken naar de juiste opbouw. Met name de twee platen die, nadat ze ieder 2 keer zijn omgezet, als versterking in het Y-brugstuk worden toegepast, hebben mij nogal wat tijd gekost. Zowel omdat voor mij niet direct duidelijk was waar ze toegepast werden maar ook het bewerken, het omzetten van de randen van deze onderdelen. Daar is echt professionele hulp bij geboden! Ook het al eerder genoemde feit dat er kleine verschillen tussen ogenschijnlijk dezelfde delen zit is nergens terug te vinden. Daar moet je gedurende de opbouw zelf achter komen.
Met wat ervaring in metaalbewerking loopt de opbouw van de machine op zich verder zonder al te veel problemen. Het tappen van de schroefdraad in het RVS is niet moeilijk mits uiteraard een goede kwaliteit tap wordt toegepast. Het lijmen van de diverse delen, eigenlijk geen traditionele metaalbewerking(!), gaat met de toegepaste Loctite 330 erg eenvoudig. Ik zag hier vooraf best wat tegenop maar dat bleek niet nodig. In tegenstelling tot de normale 2 componentenlijm waarbij het verwerken soms een race tegen de klok is, is dit hier absoluut niet het geval. Schone oppervlaktes van de te lijmen delen zijn uiteraard ook hier een vereiste maar doordat het opbrengen van de lijmcomponenten op de afzonderlijke delen gebeurd, is er meer dan voldoende tijd om redelijk ontspannen te kunnen werken. Afsluiting van de mechanische opbouw is de montage van het werkblad. Voorlopig heb ik gekozen voor een eenvoudig blad van MDF voorzien van wat gaten met aan de onderzijde M5 inslagmoeren.
Voor de elektrische opbouw is er voorlopig voor gekozen om de 4 motoren met normale 4-adrige kabels aan te sluiten. In eerste instantie nog zonder eindschakelaars heb ik een eerste poging ondernomen om de machine dmv de software aan te sturen. De X- en Y-spindel werkt direct in beide richtingen, de Z-spindel loopt maar in 1 richting. Gevoelsmatig had ik het idee dat dit met instellingen rondom de eindschakelaars te doen had. In overleg met Zoltar toch eerst maar de inductieve eindschakelaars gemonteerd. Dit bleek idd de boosdoener te zijn. Wel heb ik het idee dat de spindels precies verkeerd om draaien. Het instellen van deze schakelaars in de software gaat vooralsnog niet echt vlot maar dat kan te maken hebben met het feit dat ik nog niet goed thuis ben in de software. Op dit moment is het zelfs zo dat, na wat instellingen te hebben aangepast, de Z-spindel in beide richtingen niets meer doet, zelfs met aanwezige eindschakelaars! Ook valt mij op dat na wijziging van instellingen de software soms lijkt te blokkeren. Ik krijg dan een melding dat de machine al loopt en kan verder niets doen.
Wat die hulp van Zoltar trouwens betreft, daar kan ik kort over zijn, niets dan lof! Daar waar mogelijk is er op allerlei manieren veel ondersteuning.
Resume, Gerhard heeft in één van zijn eerdere postings aangegeven slechts twee dagen voor de opbouw van de machine nodig te hebben gehad, dat heb ik net niet gehaald!
Eigenlijk moet je minimaal twee van deze machines op kunnen bouwen, bij de tweede weet je dan tenminste waar je op moet letten.
Ik wil op mijn machine mijn oude AEG bovenfrees toepassen. Met de standaard 43 mm hals is dit geen probleem, die past in de Zoltar houder. Frezen heb ik trouwens nog niet geprobeerd, eerst alle instellingen in de software onder de knie krijgen. Indien iemand in Zuid-Nederland al met CNC-USB werkt en mij wat op weg zou kunnen en willen helpen, ik houd me aanbevolen!
Uit ervaringen van clubgenoten die al langer met CNC-freeswerk bezig zijn lijkt mij naar de toekomst een stillere freesmotor plus een andere manier van het opspannen van het materiaal zoals bv door middel van een vacuümtafel zinvolle aanpassingen. Maar zoals al aangegeven, eerst maar eens met de huidige opstelling ervaringen op gaan doen.
Groet,
Paul.
0.1 mm10 graden gaat nog beter.
gait
PH-SAM
Opbouw zoltar cnc 2012
Paul,
Goed om te lezen dat je opbouw zo spoedig verloopt. Cnc-USB wijst zich grotendeels vanzelf.
Zoltar heeft een std config file voor de macine, waarbij uitgegaan wordt van de Bie1900 controller.
Suc6 met de elektrische opbouw en voor vragen weet je de weg...
Gr
Gerhard
Paul,
Goed om te lezen dat je opbouw zo spoedig verloopt. Cnc-USB wijst zich grotendeels vanzelf.
Zoltar heeft een std config file voor de macine, waarbij uitgegaan wordt van de Bie1900 controller.
Suc6 met de elektrische opbouw en voor vragen weet je de weg...
Gr
Gerhard
Gerhard,
Ben er inmiddels achter waarom mijn machine naar verloop van tijd niets meer deed. Om snel eea te kunnen testen had ik normale 4-adrige 220V kabels tussen controller en stappenmotoren gebruikt. Hier bleek het probleem in te zitten. Deze kabels leveren zoveel storing op dat de software blokkeerde. Inmiddels de kabels vervangen door afgeschermde kabels en het probleem lijkt nu opgelost. Ook de draairichting van de spindels klopt nu. Ik heb dit hardware matig opgelost door verwisselen van aansluitingen naar de stappenmotoren.
Het frezen kan dus beginnen echter, toch nog een vraag. Heb inmiddels alle instellingen in CNC-USB gevonden alleen kan ik niet vinden waar ik de diameter van mijn frees moet instellen. Op de site van Planet CNC kan ik wel wat documentatie vinden maar deze specifieke instelling zie ik niet staan. Alvast bedankt.
Groet,
Paul.
Ben er inmiddels achter waarom mijn machine naar verloop van tijd niets meer deed. Om snel eea te kunnen testen had ik normale 4-adrige 220V kabels tussen controller en stappenmotoren gebruikt. Hier bleek het probleem in te zitten. Deze kabels leveren zoveel storing op dat de software blokkeerde. Inmiddels de kabels vervangen door afgeschermde kabels en het probleem lijkt nu opgelost. Ook de draairichting van de spindels klopt nu. Ik heb dit hardware matig opgelost door verwisselen van aansluitingen naar de stappenmotoren.
Het frezen kan dus beginnen echter, toch nog een vraag. Heb inmiddels alle instellingen in CNC-USB gevonden alleen kan ik niet vinden waar ik de diameter van mijn frees moet instellen. Op de site van Planet CNC kan ik wel wat documentatie vinden maar deze specifieke instelling zie ik niet staan. Alvast bedankt.
Groet,
Paul.
gait
PH-SAM
keuze tools in CNC USB
Hi Paul,
in het menu kies je file en vervolgens settings, een nieuw scherm krijg je dan.
In dit scherm kies je aan de linkerzijde Tool table
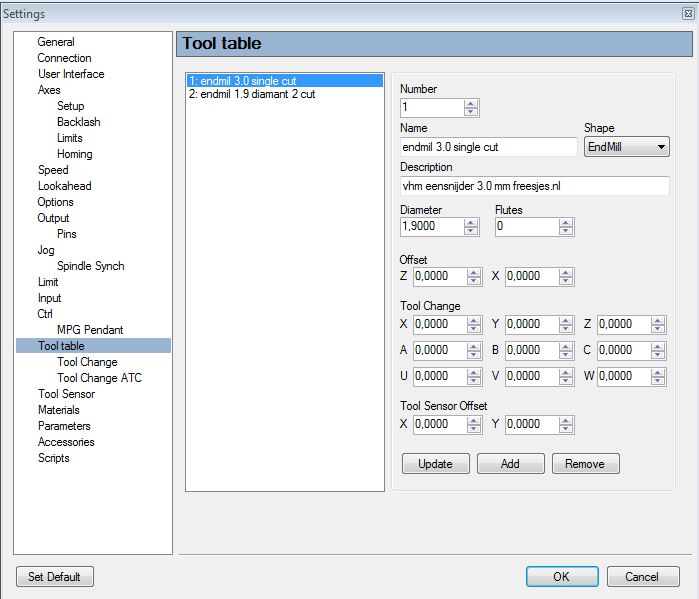
rechts zie je dan de tools staan die je kunt gebruiken in het programma. Je kunt hier eenvoudig nieuwe tools aan toevoegen. Zie ook de gebruikershandleiding (versie 2013-07-06) h 2.4.11 op blz 66.
Succes.
gr
Gerhard
Hi Paul,
in het menu kies je file en vervolgens settings, een nieuw scherm krijg je dan.
In dit scherm kies je aan de linkerzijde Tool table
rechts zie je dan de tools staan die je kunt gebruiken in het programma. Je kunt hier eenvoudig nieuwe tools aan toevoegen. Zie ook de gebruikershandleiding (versie 2013-07-06) h 2.4.11 op blz 66.
Succes.
gr
Gerhard
Laatst bewerkt door een moderator:
Gerhard,
Ik heb de instelling gevonden. De handleiding waar jij naar verwijst (versie 2013-07-06) heb ik trouwens niet, wel die van 2014-05-18 en 2013-02-22.
Ondanks de ingegeven frees-data werkt het echter niet goed. Ik kan een frees kiezen, deze wordt ook links onder in het beeldscherm weergegeven echter de software doet niets met de data, de frees volgt gewoon de nominale weg. Er is dus geen correctie van de halve freesdiameter.
Mijn eerste product kan ik ivm de dikte van het materiaal niet in 1 keer frezen. Bij het inlezen van de dxf-file kan ik aangeven om in meerdere keren het product te frezen. Mij valt op dat de frees de eerste keer net over het materiaal loopt dus met Z=0 instelling. Kennelijk doe ik hier ook nog iets fout? Bedankt voor je hulp!
Groet,
Paul.
Ik heb de instelling gevonden. De handleiding waar jij naar verwijst (versie 2013-07-06) heb ik trouwens niet, wel die van 2014-05-18 en 2013-02-22.
Ondanks de ingegeven frees-data werkt het echter niet goed. Ik kan een frees kiezen, deze wordt ook links onder in het beeldscherm weergegeven echter de software doet niets met de data, de frees volgt gewoon de nominale weg. Er is dus geen correctie van de halve freesdiameter.
Mijn eerste product kan ik ivm de dikte van het materiaal niet in 1 keer frezen. Bij het inlezen van de dxf-file kan ik aangeven om in meerdere keren het product te frezen. Mij valt op dat de frees de eerste keer net over het materiaal loopt dus met Z=0 instelling. Kennelijk doe ik hier ook nog iets fout? Bedankt voor je hulp!
Groet,
Paul.
gait
PH-SAM
Paul,
Helaas kan ik je hier niet bij helpen. Ik gebruik de functionaliteit van het inlezen van een dxf nooit in CNC-USB. Alleen met gerber plotterfiles gebruik ik het wel en dan in combinatie met een puntfrees voor het maken van printjes. Hierin heb ik geen merkbare afwijkingen geconstateerd.
Mijn g-code files genereer ik altijd met derden programma's zoals v-carve pro.
gr
Gerhard
Helaas kan ik je hier niet bij helpen. Ik gebruik de functionaliteit van het inlezen van een dxf nooit in CNC-USB. Alleen met gerber plotterfiles gebruik ik het wel en dan in combinatie met een puntfrees voor het maken van printjes. Hierin heb ik geen merkbare afwijkingen geconstateerd.
Mijn g-code files genereer ik altijd met derden programma's zoals v-carve pro.
gr
Gerhard