Hallo vrienden,
Hier een verslagje over de bouw van een wobbler zonder naam. Dus daarom Barry's Wobbler.
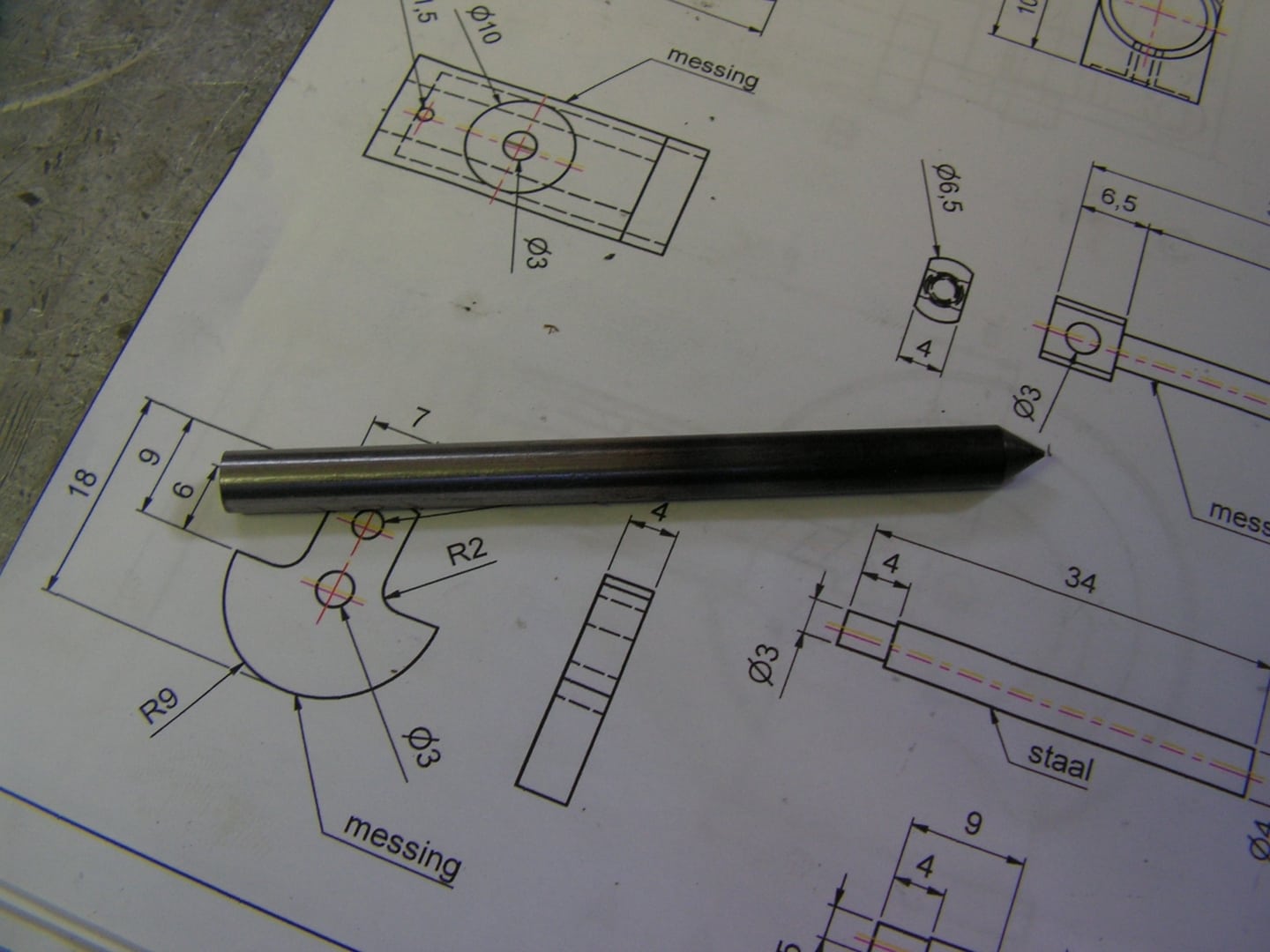
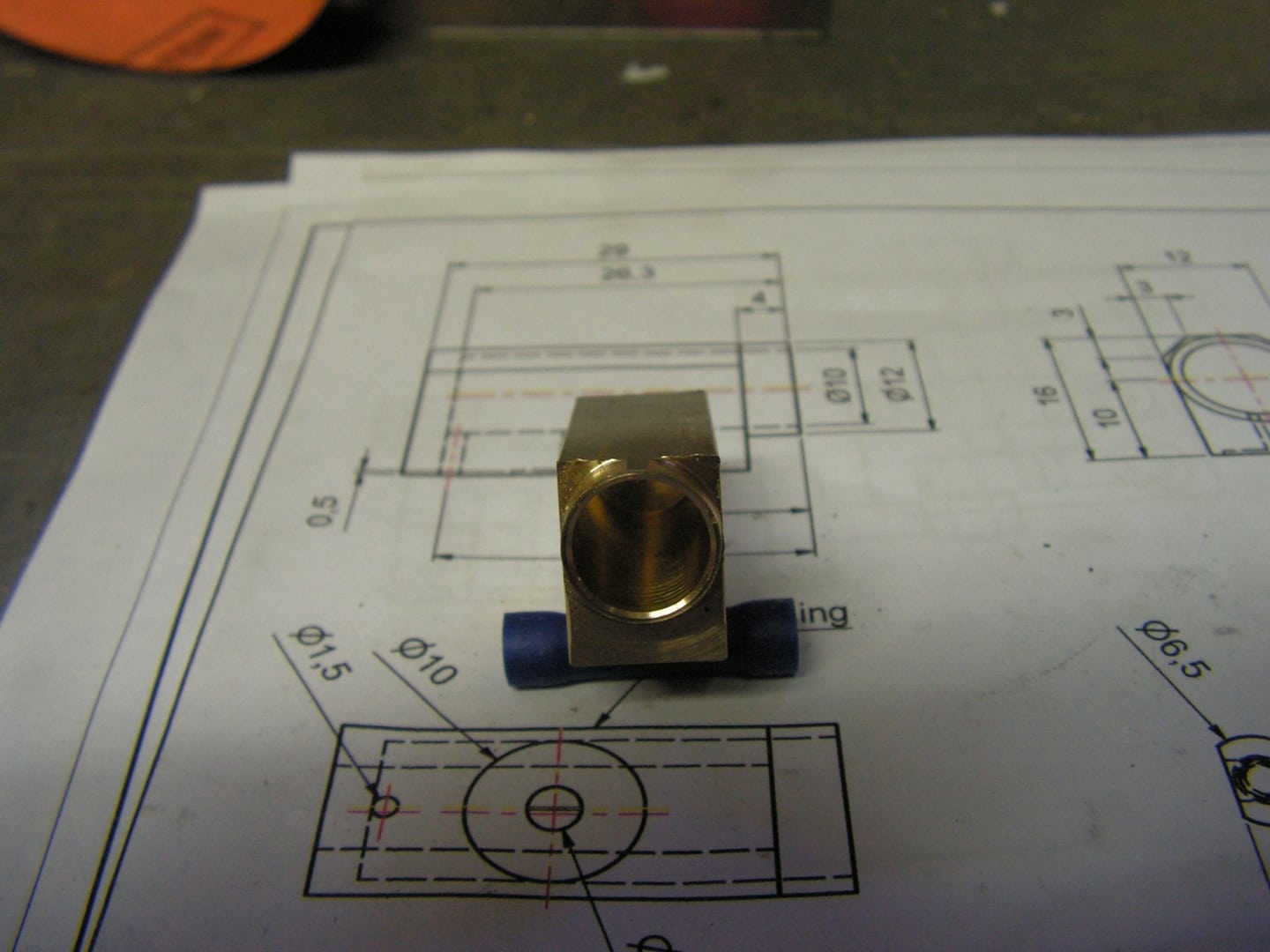
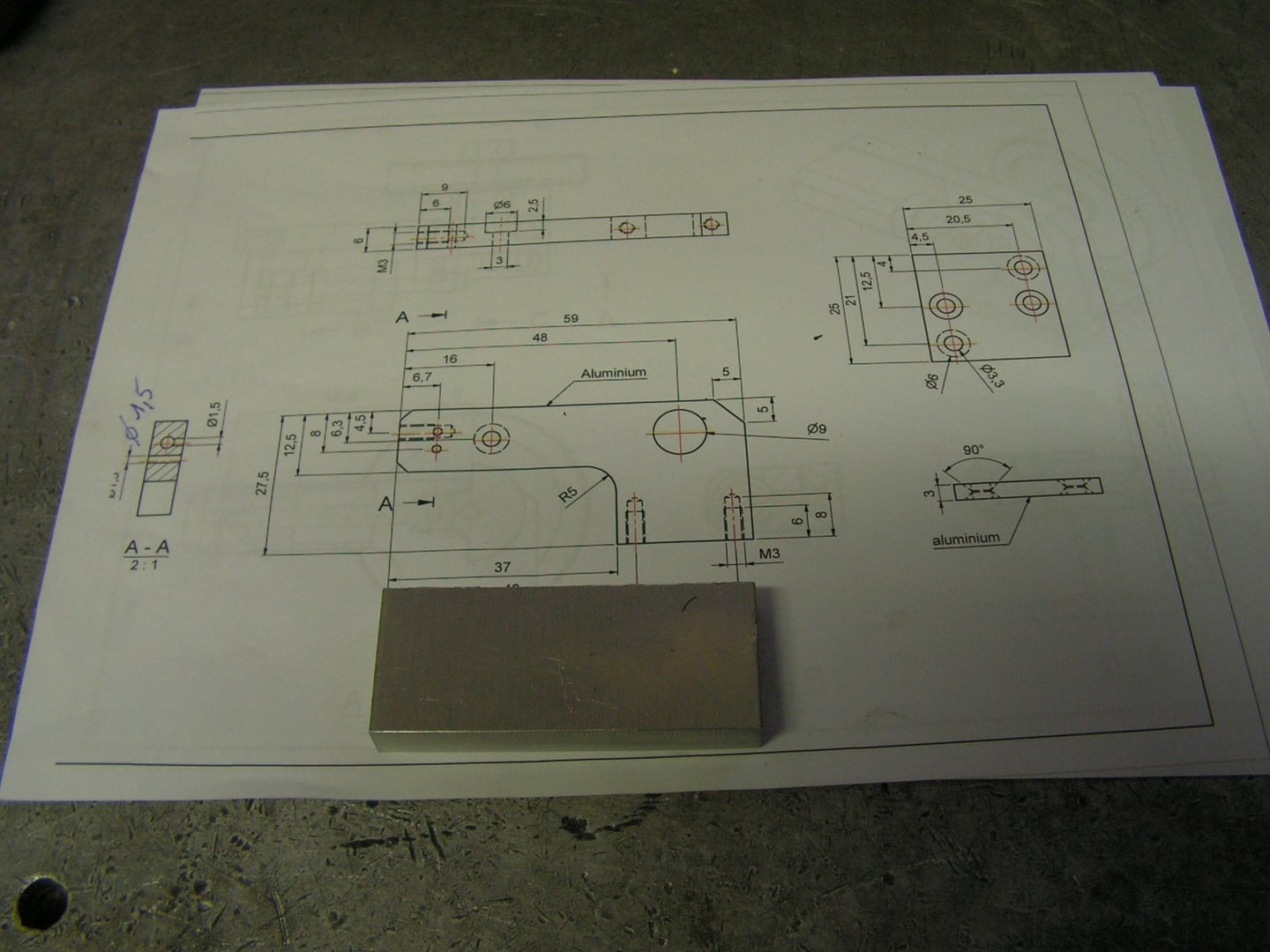
Tekeningen heb ik gekregen van Peter.
Begonnen met een stuk afval van Aluminium opmaat te zagen:
Het stuk overgebracht in de freesmachine om de langse en de kopse kanten op maat te maken:
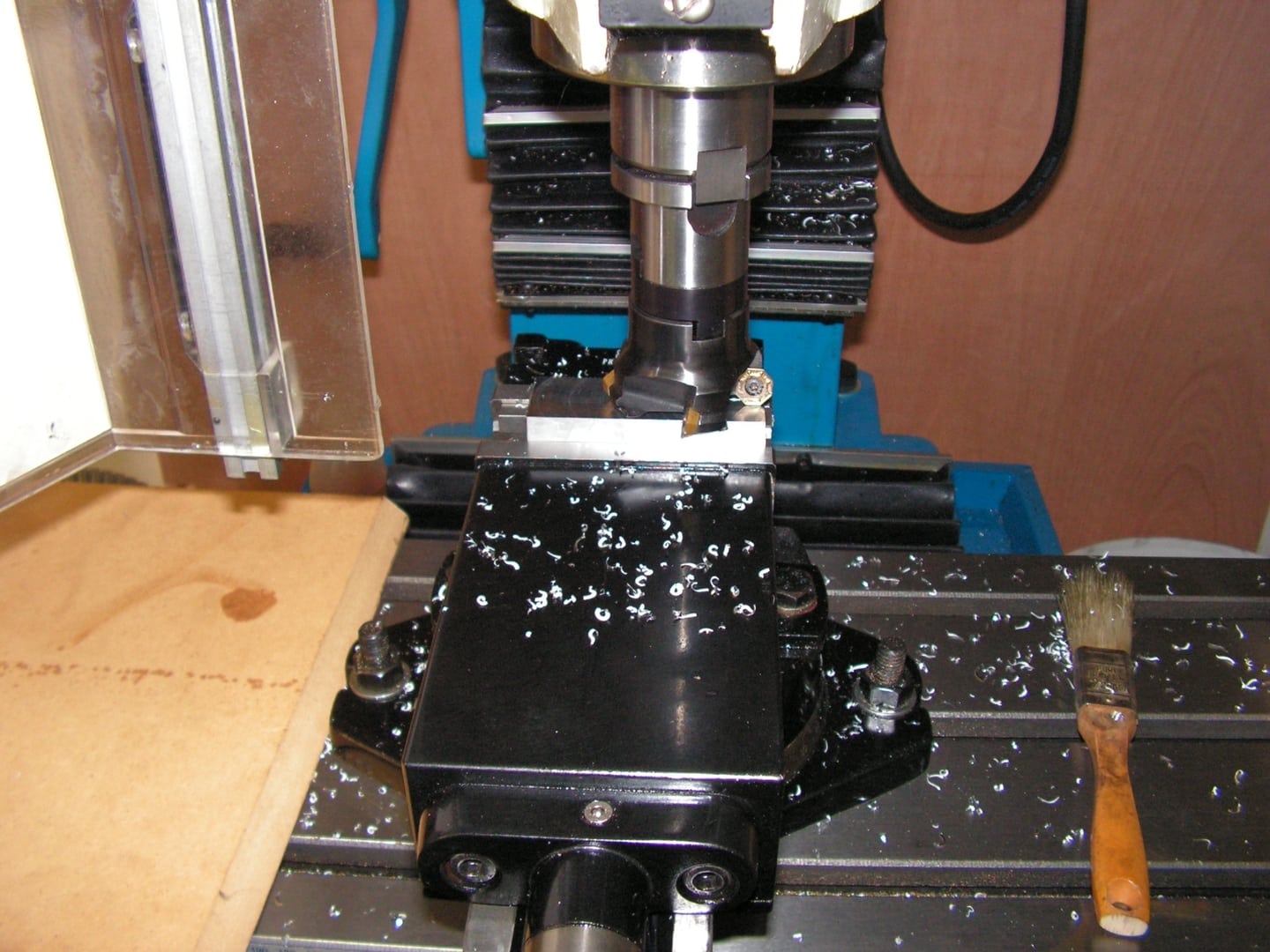
Daarna van dikte brengen met een vlakfrees. Af en toe een spuitje WD-40 voor een mooiere finish:
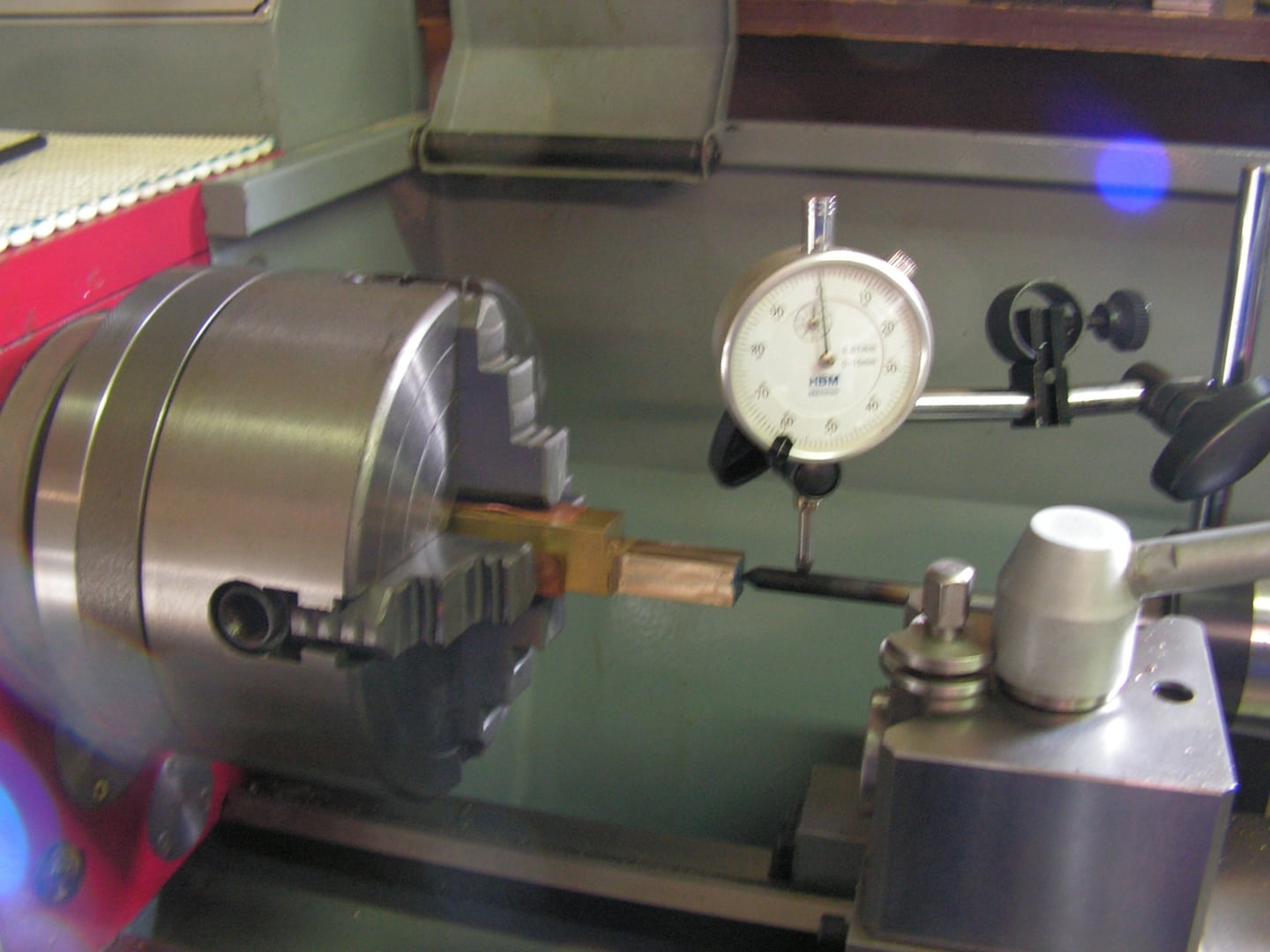
Het werkstuk opgespannen op een vlak stuk MDF,en met de meetklok het stuk mooi recht opspannen:

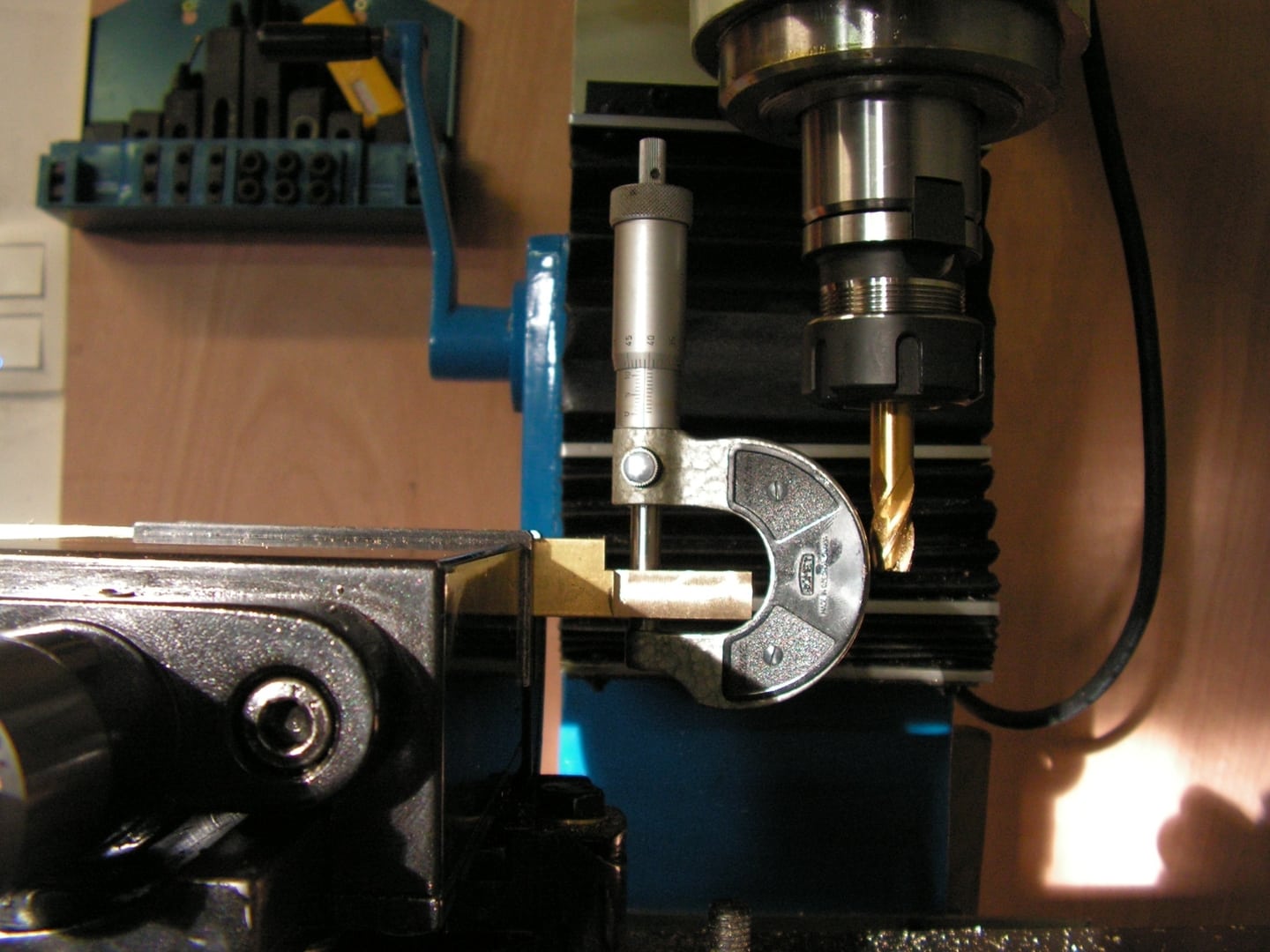
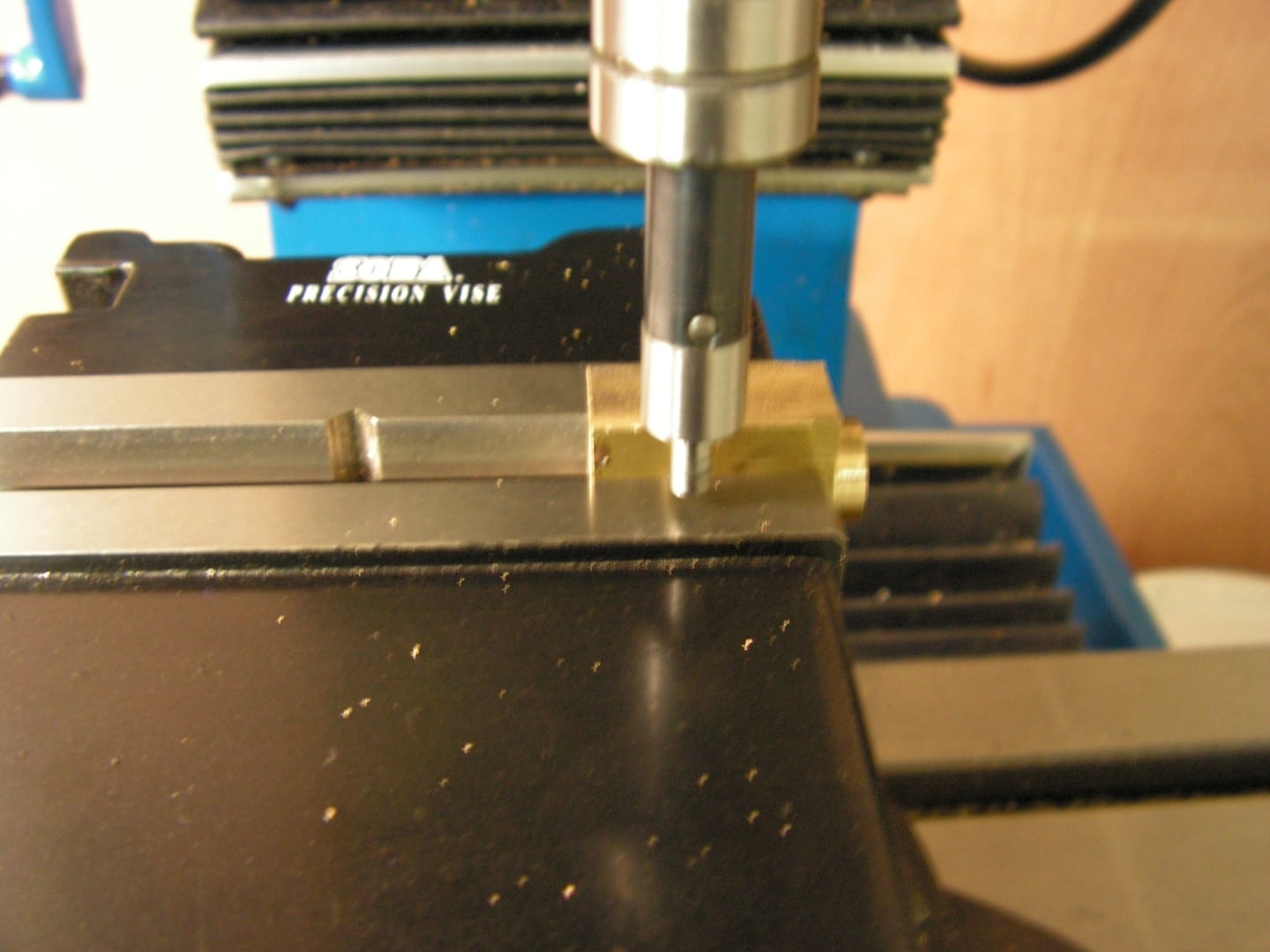
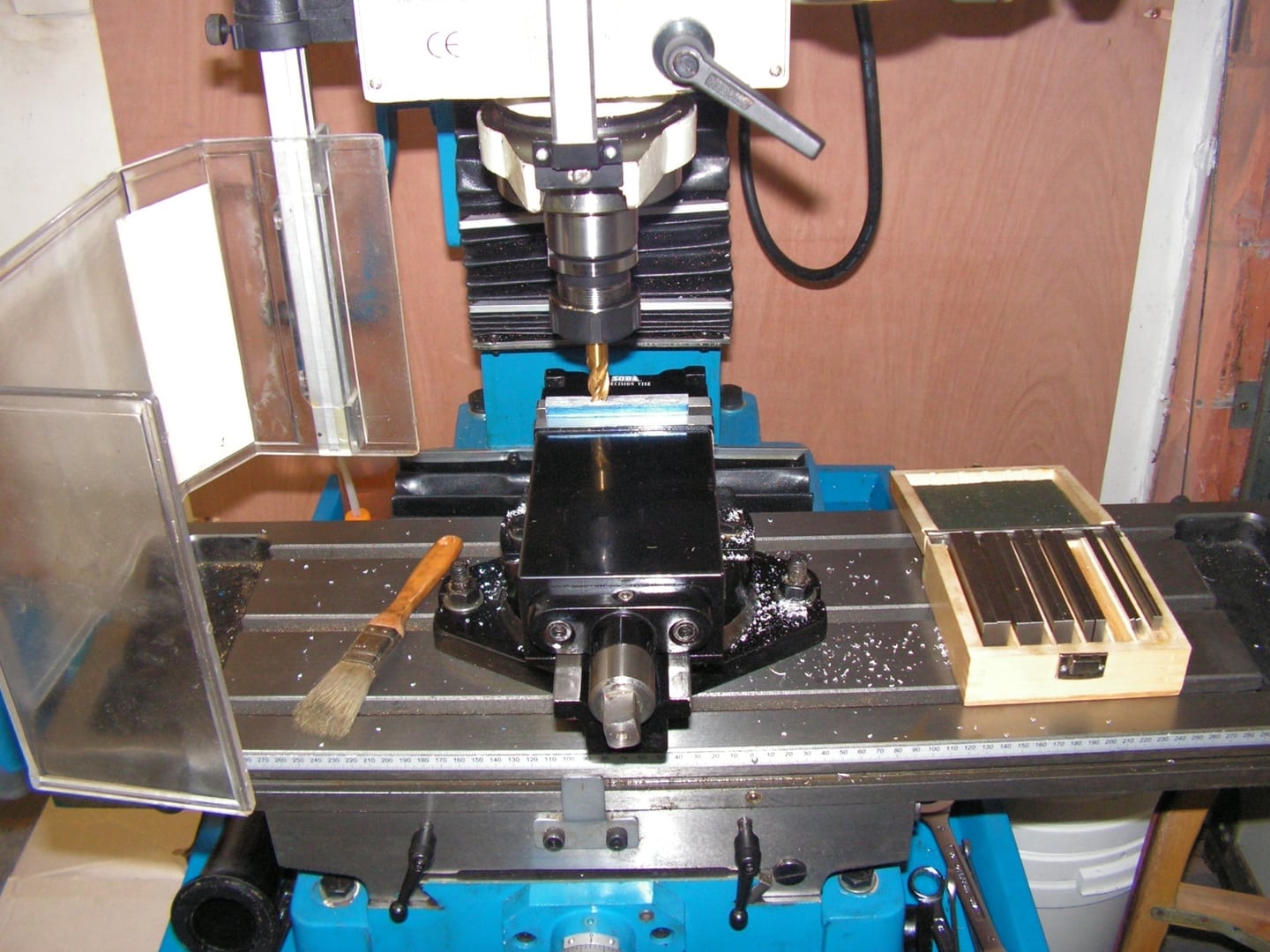
Met een kantentaster het punt opgezocht , om het werkstuk te boren & uit te fresen:

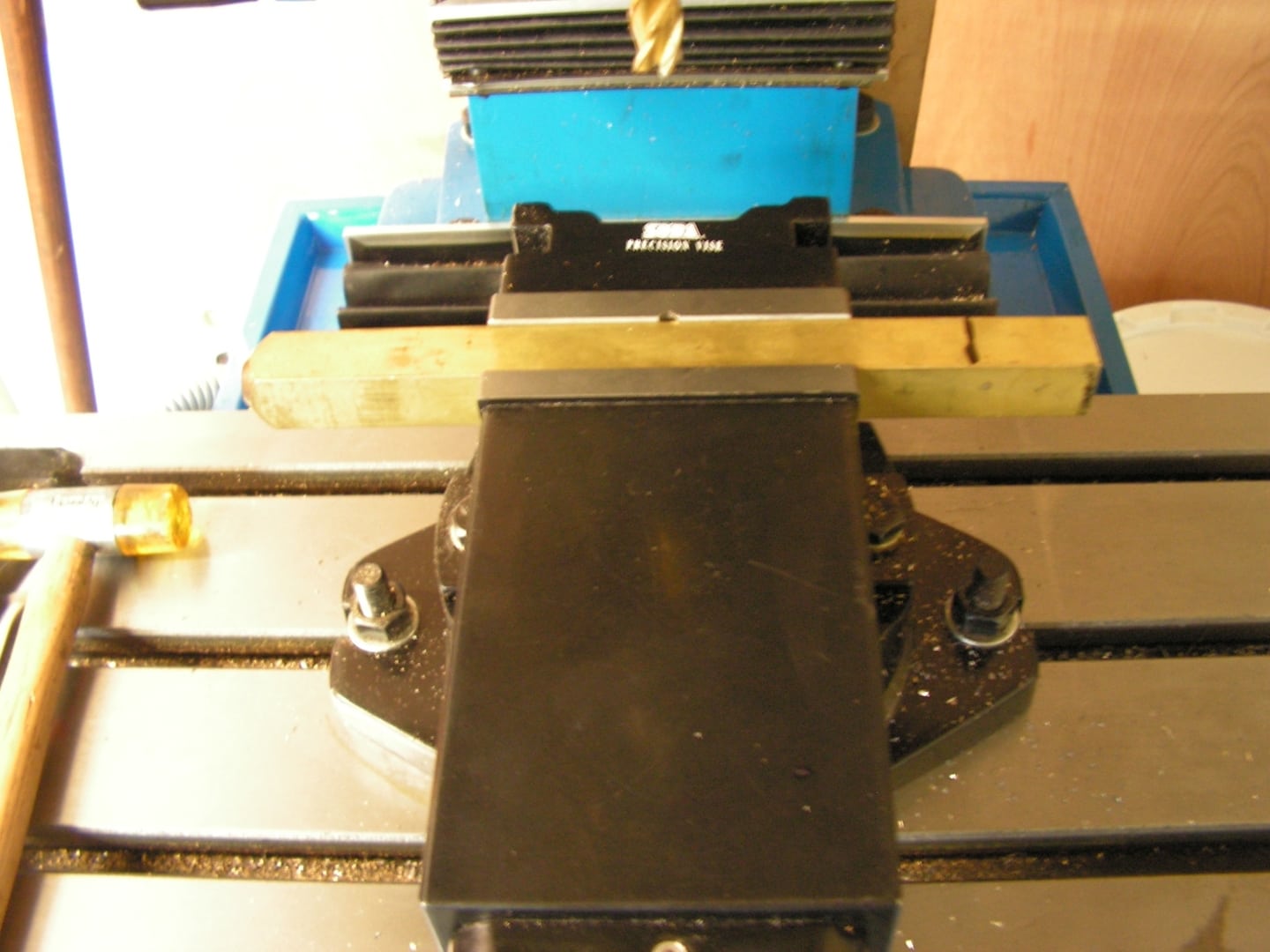
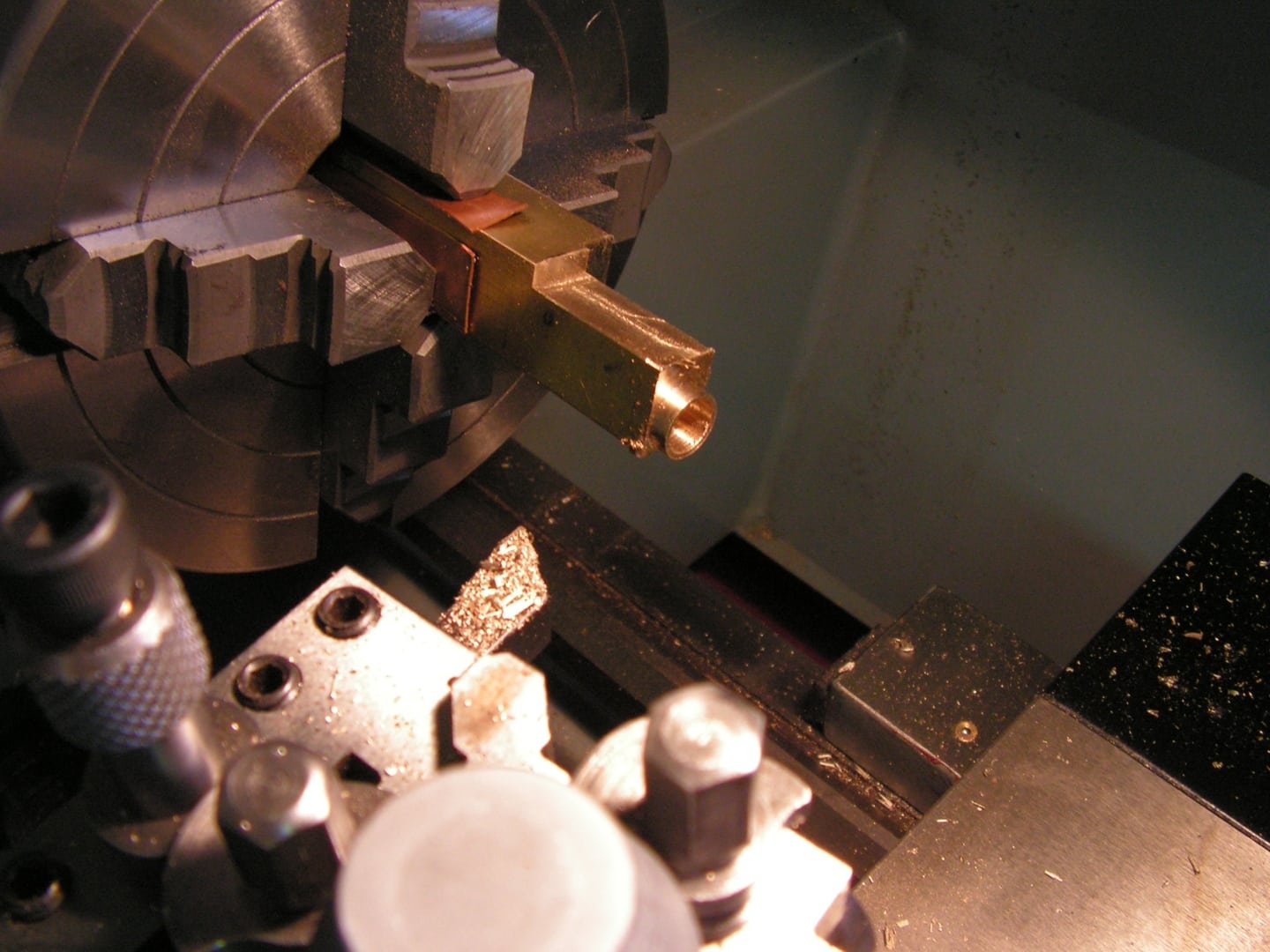
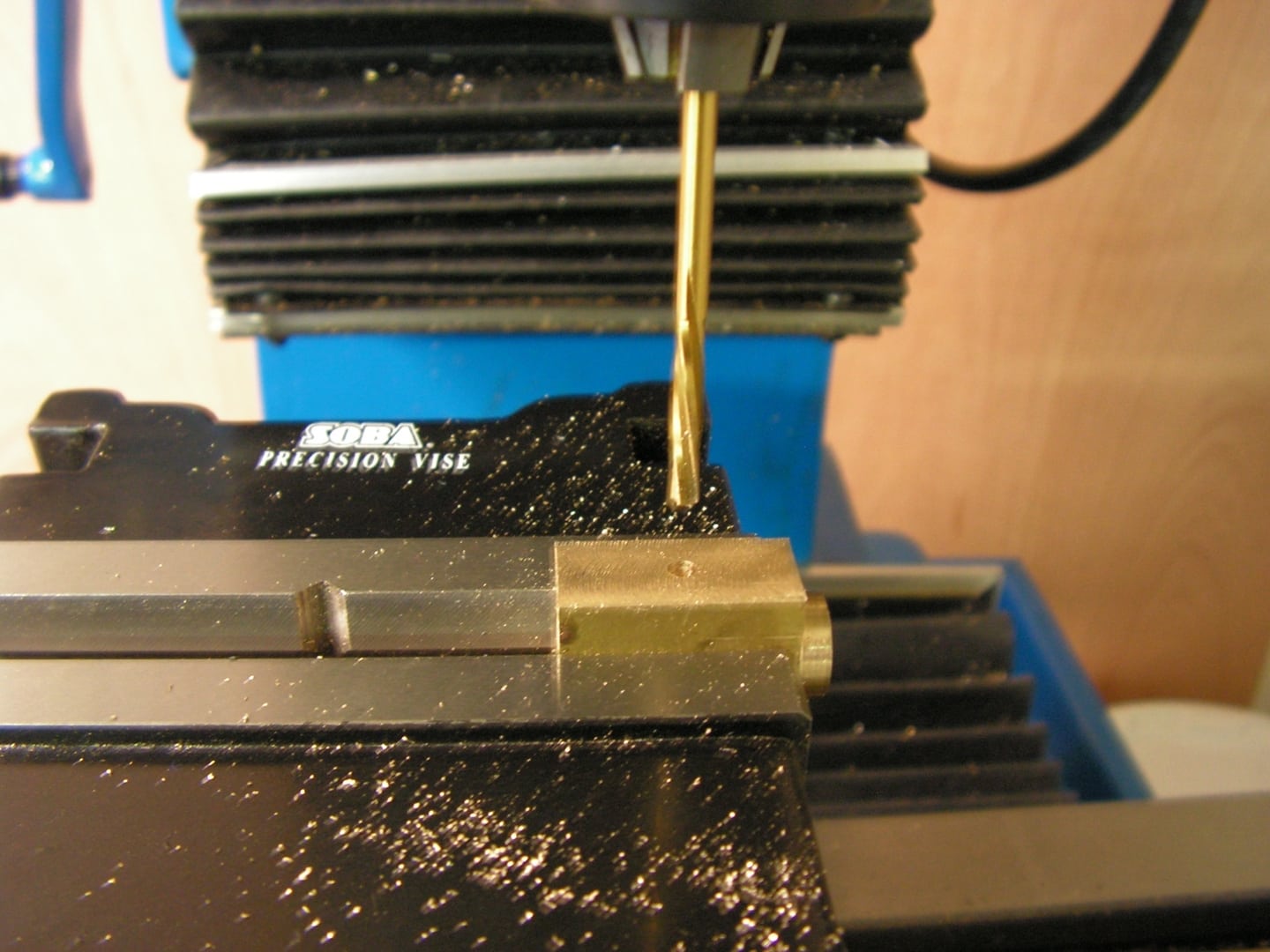
Daarna de tafel vastgezet en het gat geboord met de geschikte frees. Hiervoor is een 2-snijder gebruikt. Na het gat geboord te hebben meteen met de Z en de X as het stukje gefreesd:

Het andere boorwerk is gedaan met de kolomboormachine , Iets ondermaats geboord & er dan met een ruimer doorgegaan:

Hier mijn set ruimers en mijn digitale schuifmaat:

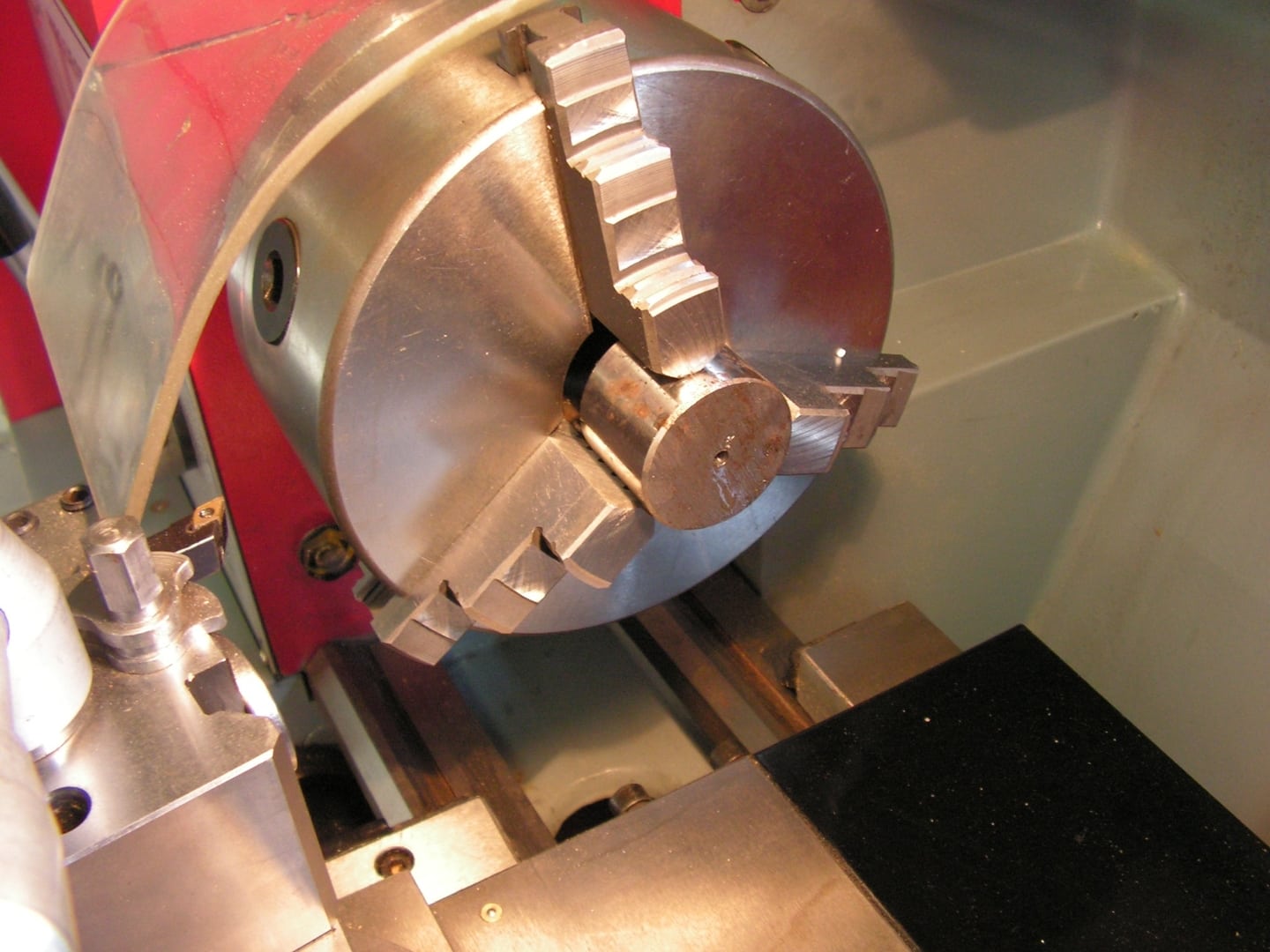
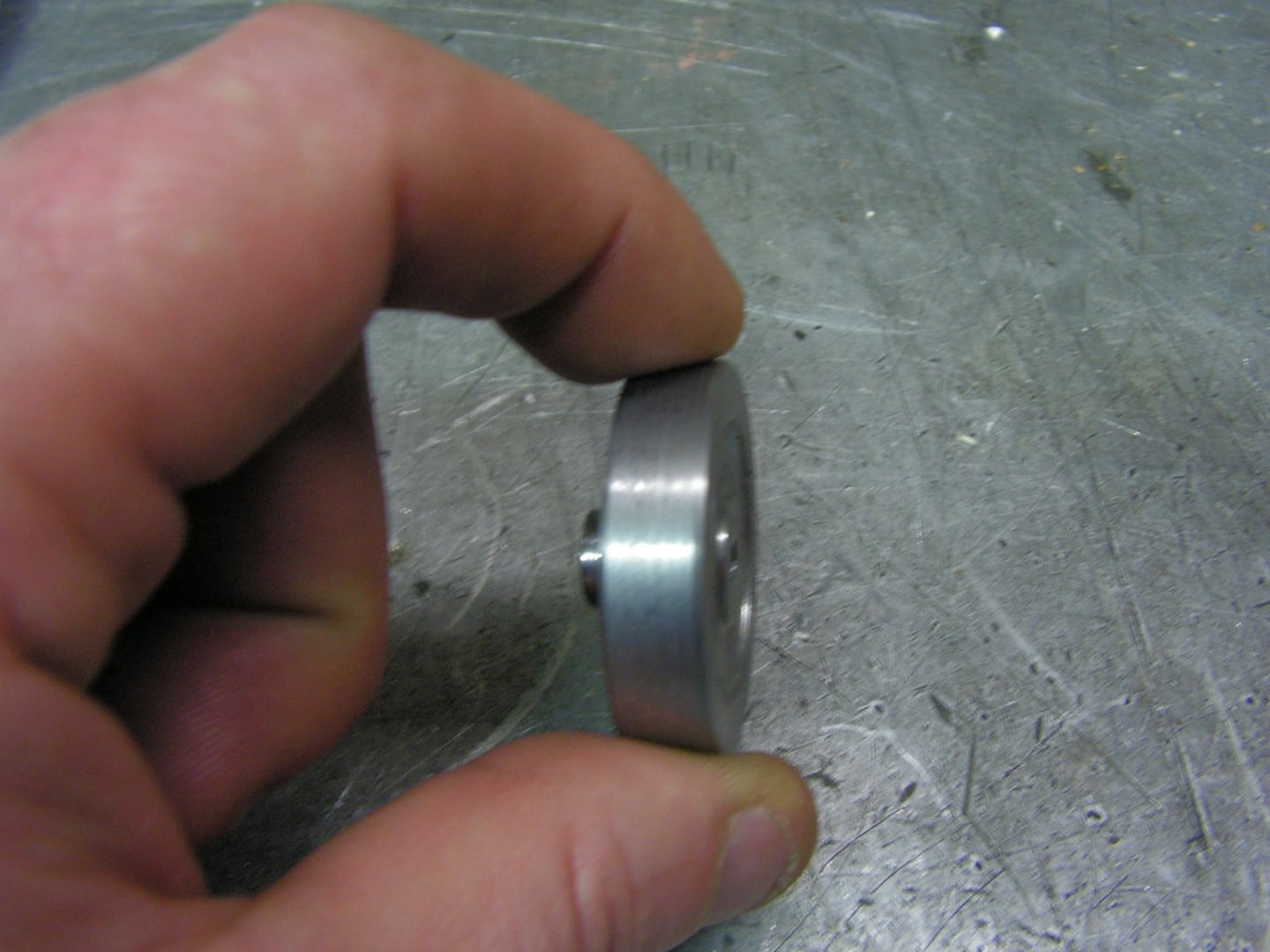
Begonnen aan het vliegwiel. Gemaakt van één of andere staalsoort. Zeer simpel draaiwerk , dus daar ga ik niet verder op in:
Vliegwieltje klaar:
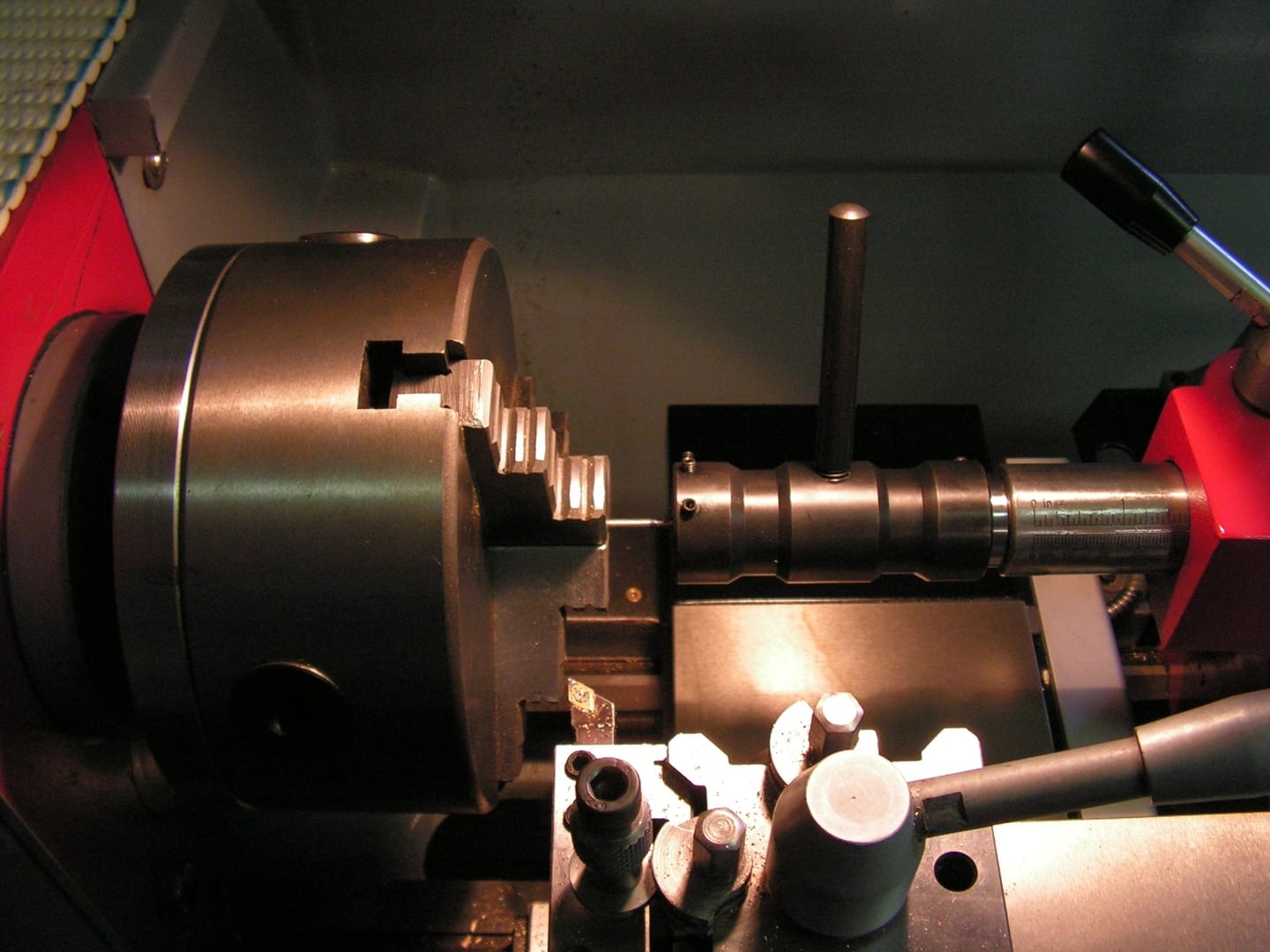
Toen maar begonnen aan de crank. Eerst kops vlakken , en dan naar 18mm afgedraaid:

Eerst nog met de centerboor een gaatje gemaakt , om het werkstuk op de freesmachine uit te centeren. Dan op de freesmachine gemonteerd , en met dezelfde centerboor in de machine het werstuk uitgelijnd:

Geboord met een boor van 3.8. Dan 6mm opschuiven en boren met een boor van2.8.
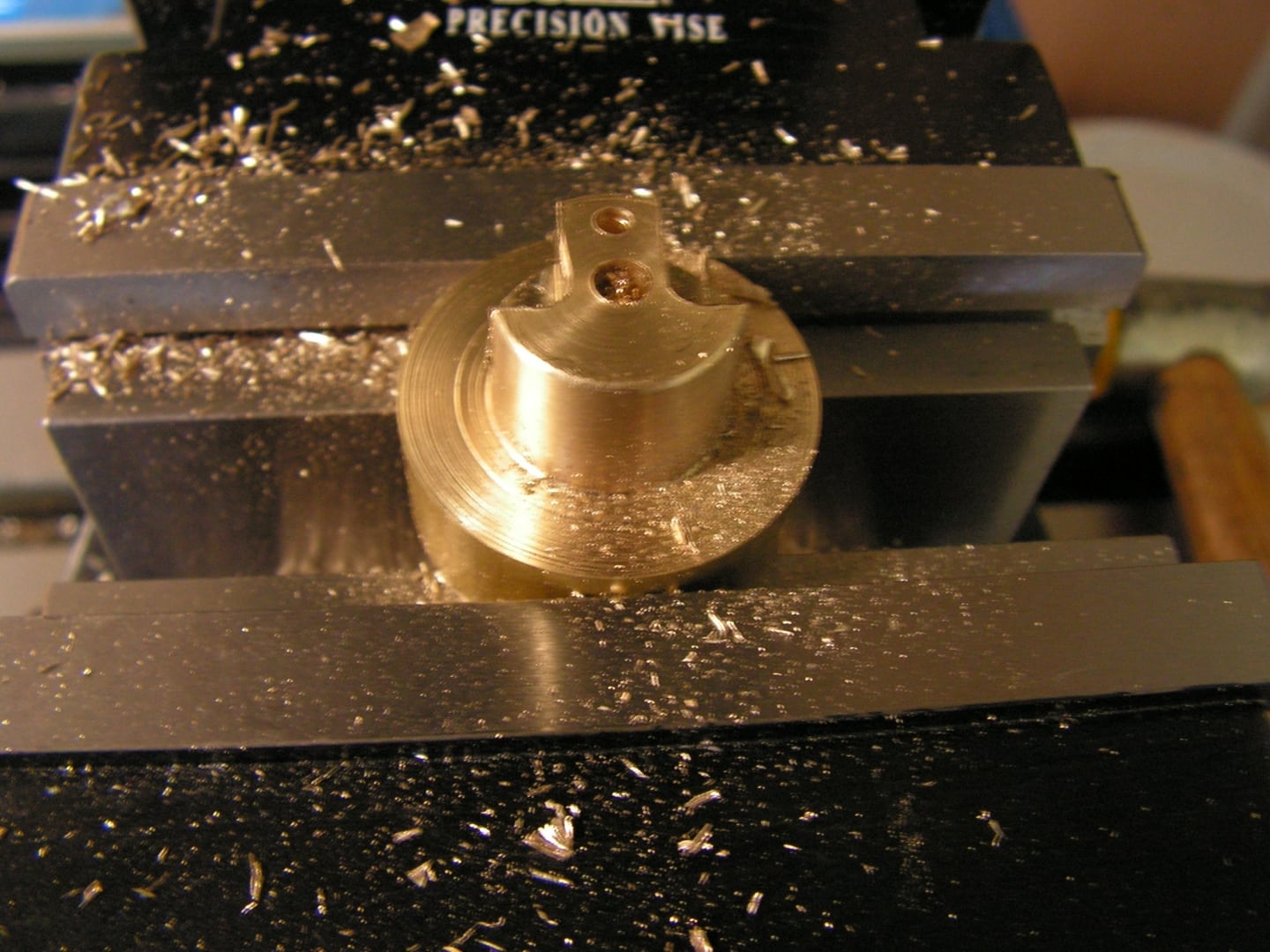
Terug naar het nulpunt , 5.5mm naar links opgeschoven en met een 2-snijder van 4mm geboord & het stukje weggefreesd. Dan 11 mm naar rechts en dezelfde handeling:

Dan ziet het er zo uit:
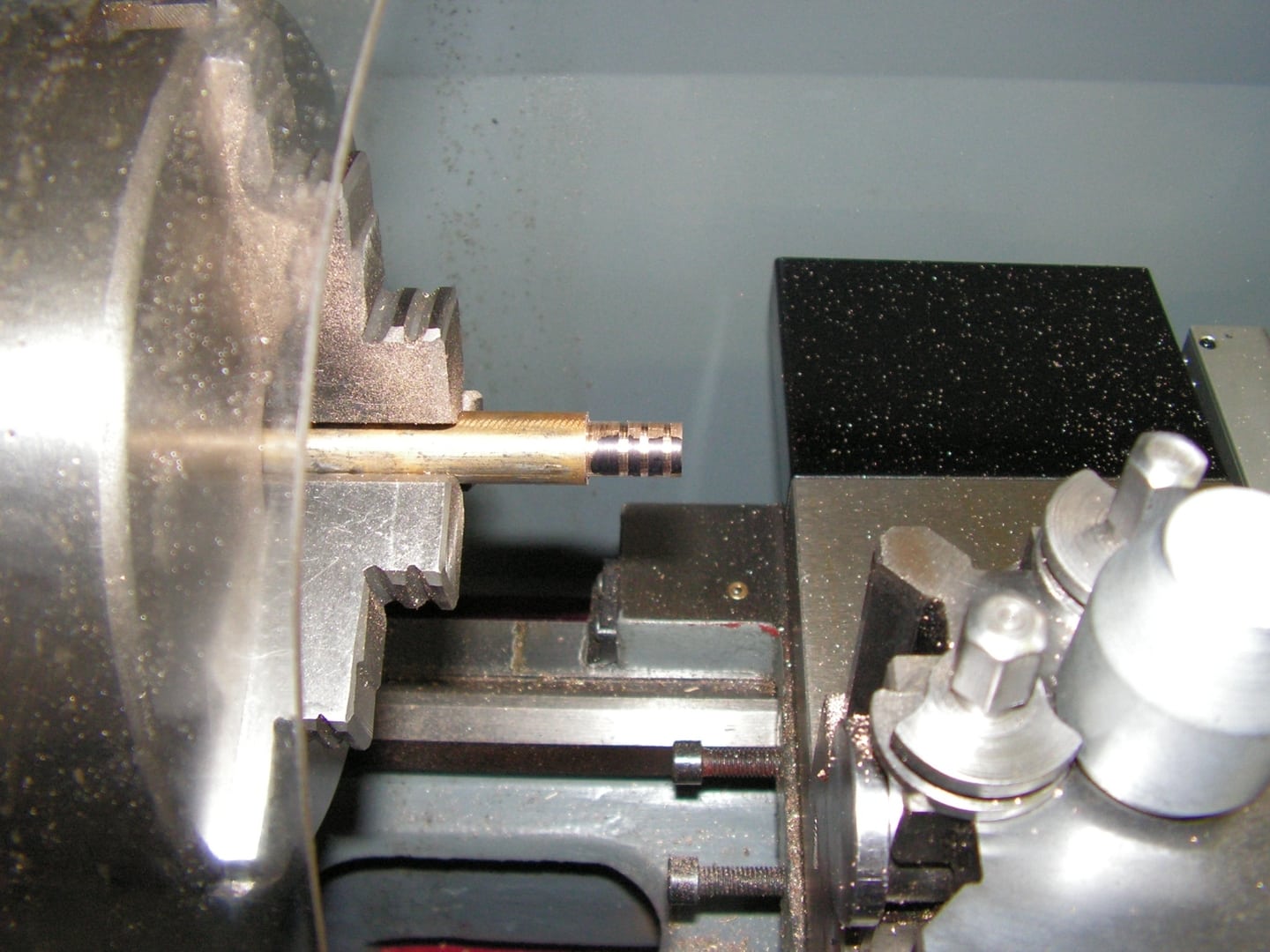
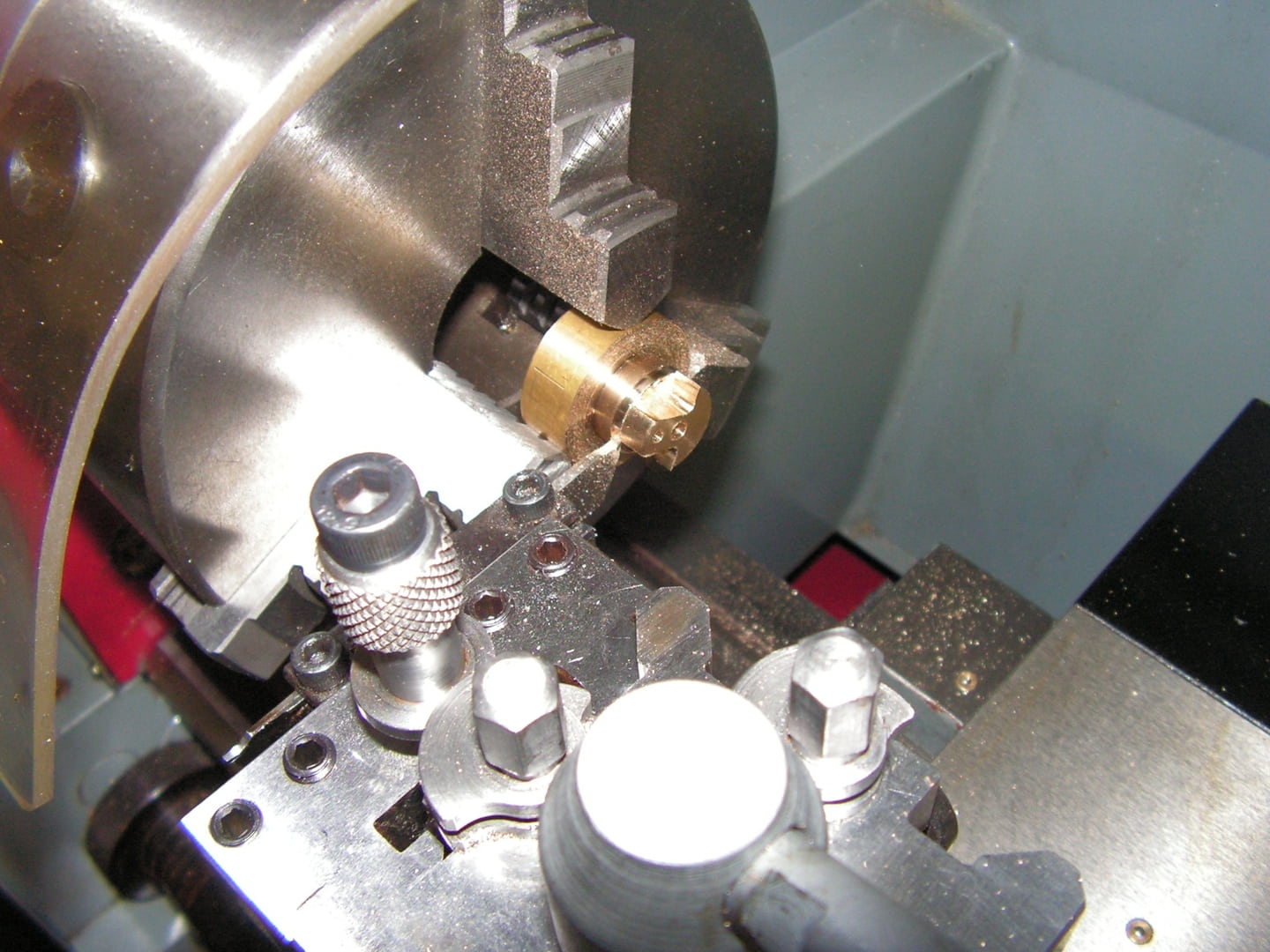
Daarna ingespannen en het stuk afgestoken:
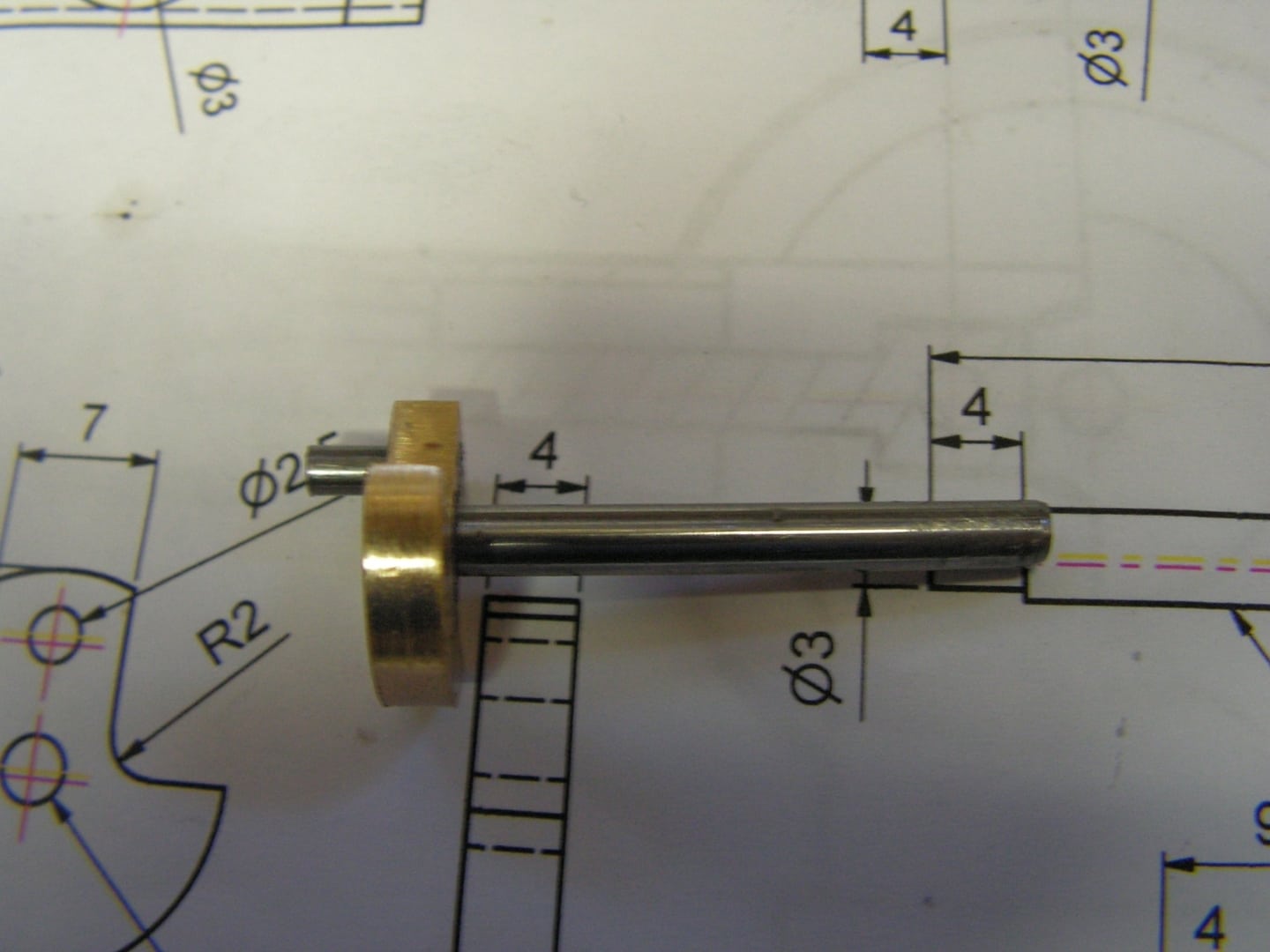
Dan 2 stukjes zilverstaal van 3 & 4 mm genomen , kopjes gevlakt en in de crank gelijmd met Locktite. Wel kijken of de asjes perfect recht erin zitten. Hier ben ik dus iets van het plan afgeweken.
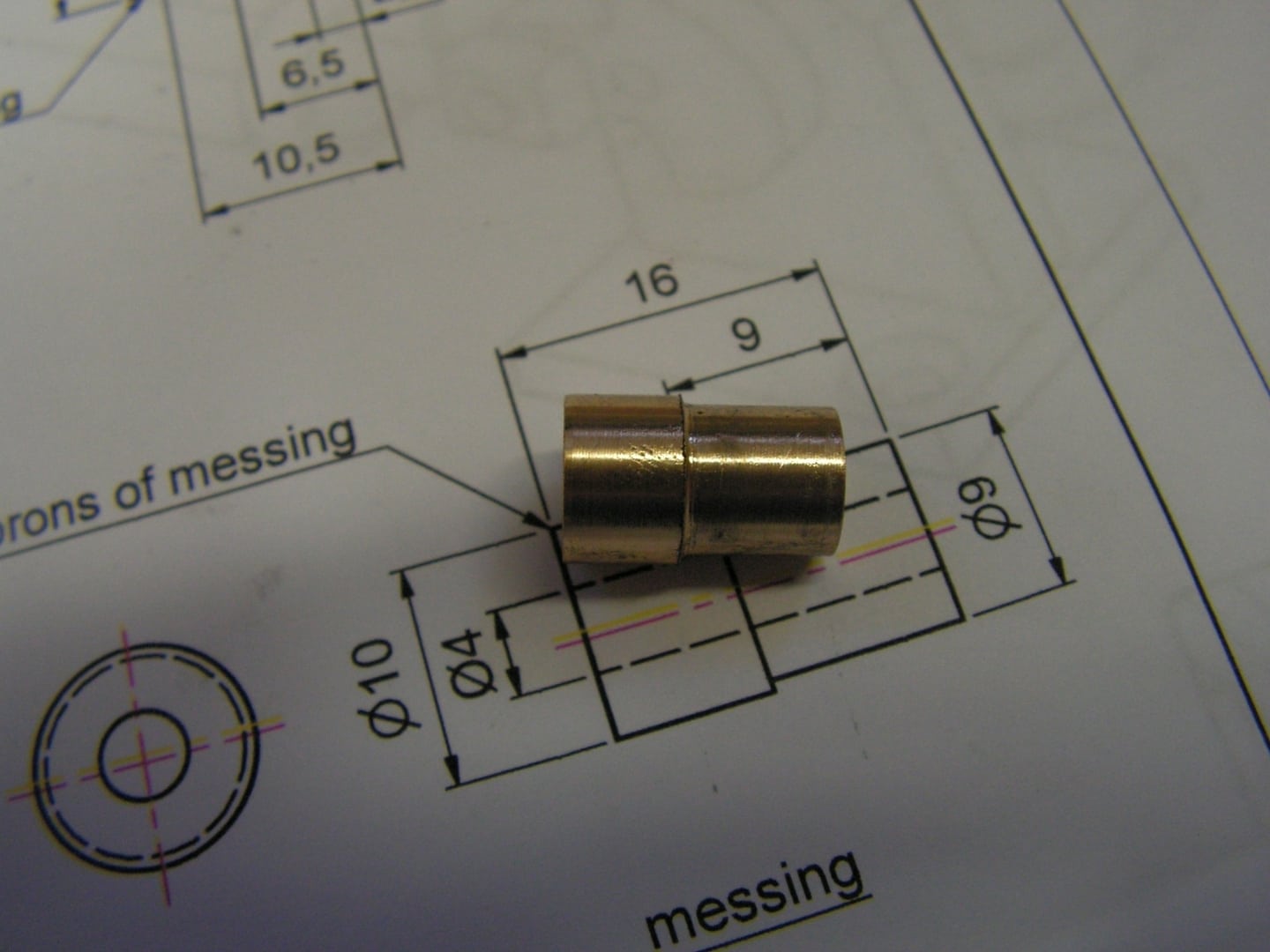
Alsook de bronzen lagerbus is klaar. Simpel draaiwerkje:
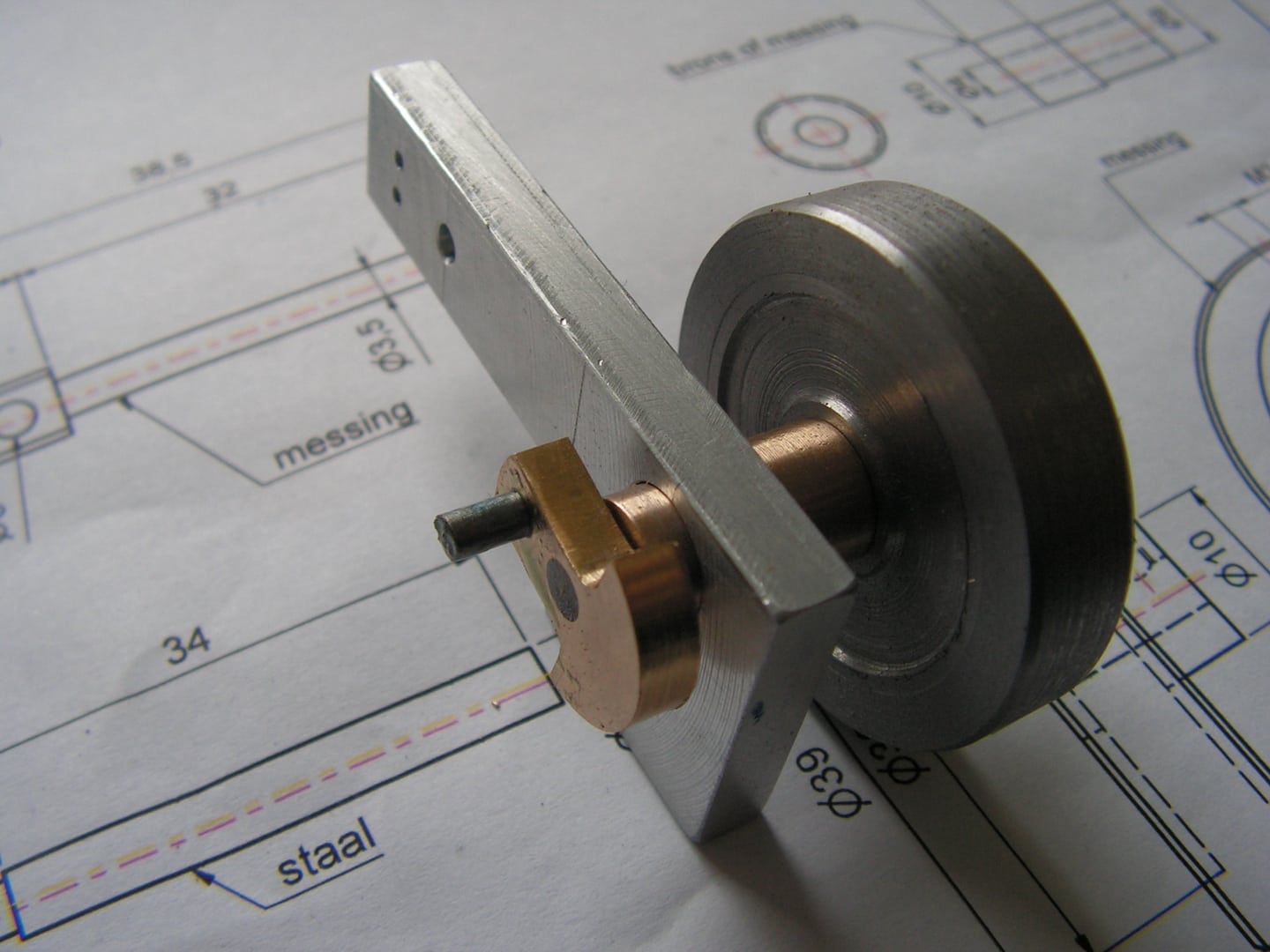
En zo ziet het er nu voorlopig uit:
Barry
Hier een verslagje over de bouw van een wobbler zonder naam. Dus daarom Barry's Wobbler.
Tekeningen heb ik gekregen van Peter.
Begonnen met een stuk afval van Aluminium opmaat te zagen:
Het stuk overgebracht in de freesmachine om de langse en de kopse kanten op maat te maken:
Daarna van dikte brengen met een vlakfrees. Af en toe een spuitje WD-40 voor een mooiere finish:
Het werkstuk opgespannen op een vlak stuk MDF,en met de meetklok het stuk mooi recht opspannen:
Met een kantentaster het punt opgezocht , om het werkstuk te boren & uit te fresen:
Daarna de tafel vastgezet en het gat geboord met de geschikte frees. Hiervoor is een 2-snijder gebruikt. Na het gat geboord te hebben meteen met de Z en de X as het stukje gefreesd:
Het andere boorwerk is gedaan met de kolomboormachine , Iets ondermaats geboord & er dan met een ruimer doorgegaan:
Hier mijn set ruimers en mijn digitale schuifmaat:
Begonnen aan het vliegwiel. Gemaakt van één of andere staalsoort. Zeer simpel draaiwerk , dus daar ga ik niet verder op in:
Vliegwieltje klaar:
Toen maar begonnen aan de crank. Eerst kops vlakken , en dan naar 18mm afgedraaid:
Eerst nog met de centerboor een gaatje gemaakt , om het werkstuk op de freesmachine uit te centeren. Dan op de freesmachine gemonteerd , en met dezelfde centerboor in de machine het werstuk uitgelijnd:
Geboord met een boor van 3.8. Dan 6mm opschuiven en boren met een boor van2.8.
Terug naar het nulpunt , 5.5mm naar links opgeschoven en met een 2-snijder van 4mm geboord & het stukje weggefreesd. Dan 11 mm naar rechts en dezelfde handeling:
Dan ziet het er zo uit:
Daarna ingespannen en het stuk afgestoken:
Dan 2 stukjes zilverstaal van 3 & 4 mm genomen , kopjes gevlakt en in de crank gelijmd met Locktite. Wel kijken of de asjes perfect recht erin zitten. Hier ben ik dus iets van het plan afgeweken.
Alsook de bronzen lagerbus is klaar. Simpel draaiwerkje:
En zo ziet het er nu voorlopig uit:
Barry
Laatst bewerkt: