Hoi,
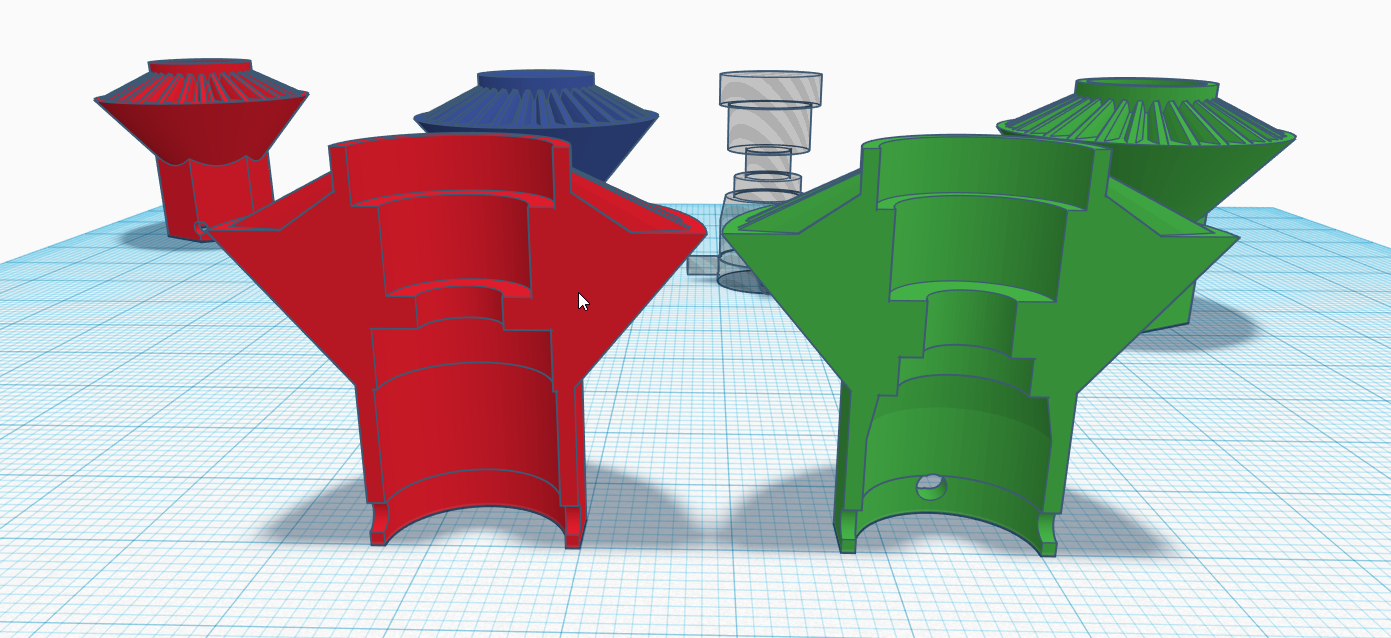
ik heb zelf een tandwieldif voor mijn F104 gemaakt:
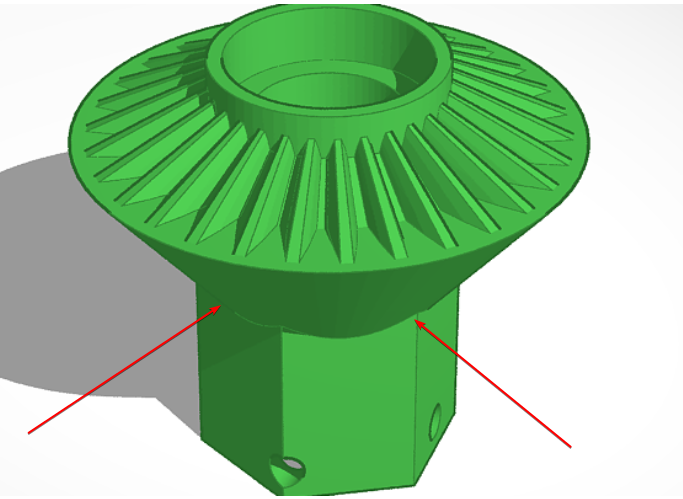
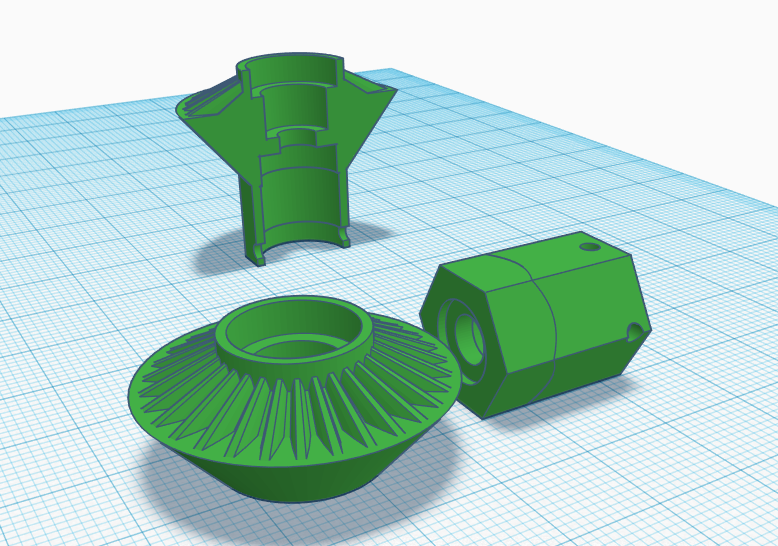
Tot mijn eigen verbazing blijven de tandwielen, uit PLA geprint, goed heel. Ik heb ze nu uit PETG geprint, gaat ook goed. Alleen het rechter deel, het tandwiel met wielmeenemer, breekt af als ik met de auto crash. In principe moet ik gewoon stoppen met crashen... Maar dat lukt nog niet zo. Dit is dat onderdeel:
https://www.tinkercad.com/things/fhvmDpiJzOR-right-gear
Ik heb het uit PLA geprint, dat brak bij een kleine crash al. Uit PETG hield het langer, maar toch gebroken. Ik ben nu aan het kijken naar lagers met dezelfde binnendiameter en een kleine buitendiameter, waardoor ik meer wanddikte voor het onderdeel krijg, dus meer materiaal / sterkte. Ik wil ook nog proberen het uit PLA te printen en af te bakken, ik weet uit ervaring dat dat veel sterkte toevoegt. Alleen krimpt dit soort complexe onderdelen niet heel constant, dus wordt de uiteindelijke vorm, ondanks dat ik op overmaat geprint heb, niet helemaal goed.
Alle tips zijn welkom,
Hugo
ik heb zelf een tandwieldif voor mijn F104 gemaakt:
Tot mijn eigen verbazing blijven de tandwielen, uit PLA geprint, goed heel. Ik heb ze nu uit PETG geprint, gaat ook goed. Alleen het rechter deel, het tandwiel met wielmeenemer, breekt af als ik met de auto crash. In principe moet ik gewoon stoppen met crashen... Maar dat lukt nog niet zo. Dit is dat onderdeel:
https://www.tinkercad.com/things/fhvmDpiJzOR-right-gear
Ik heb het uit PLA geprint, dat brak bij een kleine crash al. Uit PETG hield het langer, maar toch gebroken. Ik ben nu aan het kijken naar lagers met dezelfde binnendiameter en een kleine buitendiameter, waardoor ik meer wanddikte voor het onderdeel krijg, dus meer materiaal / sterkte. Ik wil ook nog proberen het uit PLA te printen en af te bakken, ik weet uit ervaring dat dat veel sterkte toevoegt. Alleen krimpt dit soort complexe onderdelen niet heel constant, dus wordt de uiteindelijke vorm, ondanks dat ik op overmaat geprint heb, niet helemaal goed.
Alle tips zijn welkom,
Hugo
")
") Als het niet dikker kan zit er weinig anders op dan beter materiaal.
Als het niet dikker kan zit er weinig anders op dan beter materiaal.