De theorie van lijmen
Het lijmproces is een belangrijk aspect van de modelbouw. Voor een goede lijmverbinding moet rekening gehouden worden met het volgende.
1. lijmkeuze
2. het te lijmen materiaal (substraat)
3. voorbehandeling(en)
4. verlijmen
1. Lijmkeuze
Ik gebruik witte houtlijm (dispersielijm, PVAc is de afkorting van: Polyvinylacetaat, het is een thermoplastische lijm). Deze lijm is te verkrijgen in verschillende klassen, ingedeeld in de mate van sterkte en watervastheid. Volgens de Nederlandse norm NEN-EN 204: D1, D2, D3 en D4. Ook zijn er sneldrogende types.
Bij een correcte lijmverbinding is de eindsterkte van de lijmlaag theoretisch hoger dan de sterkte van het hout.
2. Het te lijmen materiaal
De rompliggers en hoofdliggers van de vleugel zijn gemaakt van grenenhout. Het grenenhout behoord tot de harsrijke houtsoorten.
Spanten en ribben zijn gemaakt van een Tegofilm verlijmd berkentriplex GL-1, een door Germanischen Lloyd gecertificeerd triplex, kwaliteitsklasse 1, met een kookwatervaste verlijming.
3. Voorbehandeling
Grenenhout
Oppervlakte kort voor het lijmen schuren en stofvrij maken. Let op, bij machinaal geschaafd hout zijn de poriën meestal gesloten. Dat komt vooral door de transportrollen die een bepaalde druk op het hout uitoefenen. Vooral als de messen bot zijn worden de poriën volledig gesloten. Belangrijk is dat de houtporiën open zijn, ruwheid is niet vereist.
Berkentriplex
Bij de fabricage van het triplex wordt een lossingsmiddel in de pers gebruikt. Een bepaalde hoeveelheid van dit lossingsmiddel blijft achter op de deklagen van het triplex. Als laatste behandeling krijgt het triplex nog een beschermende laag tegen vochtopname. Dat is zeer belangrijk vooral bij de dunne triplex platen. Zonder deze beschermlaag rolt het triplex op als een rol tapijt door vochtopname. Volgens de fabrikant is het lossingsmiddel en de beschermlaag afgestemd op de houtlijmen en niet belemmerend voor de verlijming. Toch schuur ik het oppervlak voor het lijmen, omdat ik niet weet of de juiste middelen of hoeveelheden zijn gebruikt.
4. Verlijmen
Een lijm bereikt zijn optimale sterkte alleen indien de bevochtiging van beide te verlijmen oppervlaktes op een ideale manier gebeurd. Reduceert het wateraandeel in de opgebrachte lijm te snel dan wordt de eindsterkte extreem minder!
Nog een beslissende factor is de zuigkracht van de ondergrond. Relatief droog, zacht en zuigkrachtig hout vermindert de open tijd voor het verlijmen. Houtsoorten met minder zuigkracht en zeer vochtig hout verlengen de open tijd. (Langere perstijd nodig.)
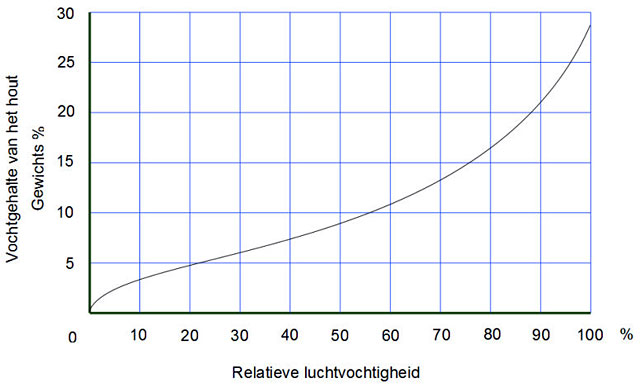
Bij een relatief hoge luchtvochtigheid wordt de open tijd ook langer. Bij een hoge omgevingstemperatuur stijgt het absolute water opnamevermogen van de lucht. Droge lucht en vooral stromende droge lucht over het lijmoppervlak verkorten de open tijd behoorlijk.
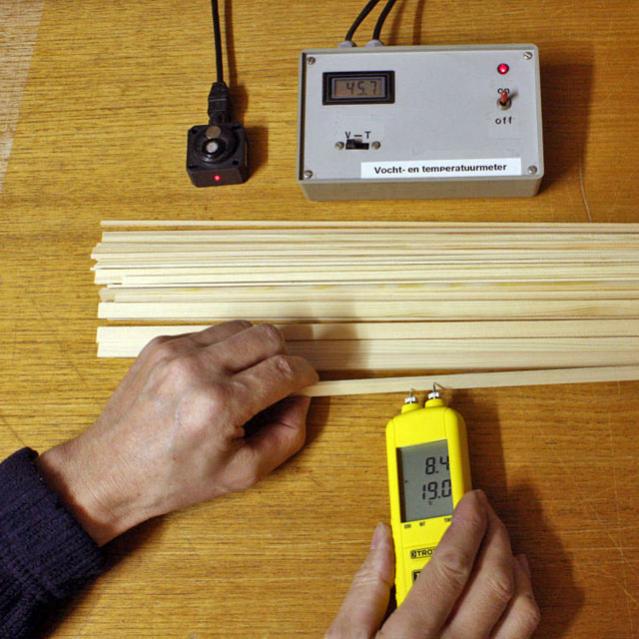
Het te verlijmen hout moet een gelijke vochtigheidsgraad hebben. De tolerantie mag maximaal 2 % zijn.
Temperatuur van de ruimte, lijm en werkstuk zijn van groot belang voor de minimalefilmvormingstemperatuur (MFT). Bij een temperatuur lager dan de MFT kan zich geen film vormen en de lijm zal wit opdrogen en geen sterkte ontwikkelen.
De te verlijmen onderdelen moeten nauwkeurig op elkaar aansluiten. Verbrande oppervlaktes, ontstaan door schuren of lasersnijden verminderen het normale afbinden van de lijm, wat weer de sterkte van de lijmverbinding verminderd.
Aanbrengen van de lijm
Belangrijk is dat de lijm gelijkmatig wordt aangebracht.
De hoeveelheid lijm is afhankelijk van de zuigkracht en passing van het werkstuk.
Bij hard- en oliehoudend hout beide delen insmeren met lijm.
Open tijd
Volgens DIN 16920 is dit de tijdsperiode waarin aanbrengen van lijm een natlijmen nog mogelijk is. Dat is de tijd van lijm aanbrengen tot het inwerken van de persdruk. Ze omvat daarmee de open wachttijd en de gesloten wachttijd!
De open tijd moet onderverdeeld worden in een open en gesloten wachttijd! Met gesloten wachttijd wordt bedoeld de tijd vanaf het samenvoegen van de delen tot het inzetten van de persdruk.
Open wachttijd
Onder open wachttijd wordt de tijd bedoeld van lijm aanbrengen tot het samenvoegen van de delen. (DIN 16920 en EN 923: 1996). Let op: door sommige fabrikanten wordt naar EN 923: 1996 ook de open wachttijd als open tijd aangegeven!
Gesloten wachttijd
Onder gesloten wachttijd verstaat men volgens DIN 16920 en EN 923-1996 de tijd vanaf het samenvoegen van de werkstukken tot het bereiken van de nodige persdruk. De gesloten wachttijd is een bestanddeel van de open tijd.
Persproces
De minimale perstijd wordt door houtsoort en temperatuur beïnvloed. De persdruk moet voldoende zijn om de nodige voegpassing te verzekeren. De specifieke persdruk bedraagt afhankelijk van de houtsoort 2 tot 5 kg/cm².
Een te hoge persdruk kan de lijm wegslaan en het gevolg is een mislukte verlijming.
Johannes

")







")



 .
.