En wat zeggen we dan :" Ervaring rijker , illusie armer" 
Nou ja , het gaat ongeveer voor de helft.
De testen waren eerst bedoeld voor donderdag of vrijdag, maar kreeg wat andere opdrachten voor m'n cnc machien die ik eerst wilde afwerken , voordat ik me op onbekend terrein zou begeven en wellicht de machine helemaal omzeep zou helpen.
Snel eventjes een perslucht slangetje gemaakt en provisorisch vastgemaakt:
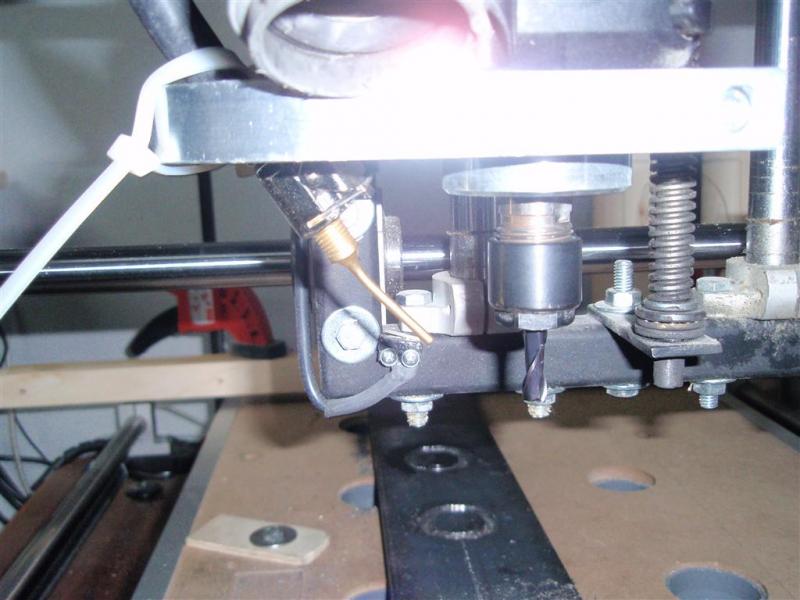
En dan kwam de grote test , eerst 150mm/min , 0,2mm per pas . dat ging redelijk alleen de plunge rate was wat hoog (rechter cirkel). Na 1 mm gedaan te hebben de machine gestopt en een nieuwe G-code gemaakt met 150mm/min maar nu met 0,1mm per pas (linker cirkel). Dat ging vrij goed. Maar zoals gezegd... de helft gaat maar goed. Ik heb als eerste een cirkel geprobeerd met diameter 40 mm, er wordt tegen de klok in gefreesd. Op de foto is duidelijk te zien dat van 6 uur tot 1 uur vrij goed gaat , maar als de frees boven is bij 1 uur, dan begint hij eventjes te daveren voordat hij weer in zn spoor gaat, tot 8 uur blijft hij wat daveren , en vanaf 6 uur gaat tie weer lekker (2 mm diep gegaan).
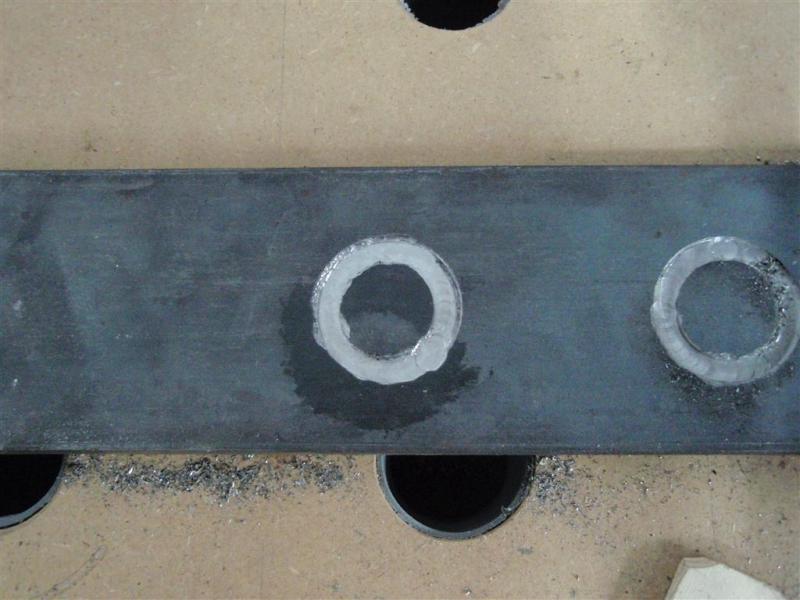
Ik denk dat het komt omdat de kress spindel maar op 1 punt wordt vastgehouden, en dat de frees zo een klein beetje achterloopt. Het zou verbeteren als ik de Kress frees ook aan de bovenkant nog eens vastzet.
Ook de draairichting zal veel uitmaken denk ik , als ik de cirkel opdeel in 2 en het gedeelte wat nu niet zo lekker loopt hem omhoog laat frezen (van 6 uur tot 1 uur, zal dat ook beter gaan.
Maar ik weet nog niet of ik de moeite gaat nemen, ik ga er nog een nachtje over slapen..... het was een interessante test , maar denk dat ik idd tegen de limieten van m'n CNC-machine ben aangelopen.
Cor
Nou ja , het gaat ongeveer voor de helft.
De testen waren eerst bedoeld voor donderdag of vrijdag, maar kreeg wat andere opdrachten voor m'n cnc machien die ik eerst wilde afwerken , voordat ik me op onbekend terrein zou begeven en wellicht de machine helemaal omzeep zou helpen.
Snel eventjes een perslucht slangetje gemaakt en provisorisch vastgemaakt:
En dan kwam de grote test , eerst 150mm/min , 0,2mm per pas . dat ging redelijk alleen de plunge rate was wat hoog (rechter cirkel). Na 1 mm gedaan te hebben de machine gestopt en een nieuwe G-code gemaakt met 150mm/min maar nu met 0,1mm per pas (linker cirkel). Dat ging vrij goed. Maar zoals gezegd... de helft gaat maar goed. Ik heb als eerste een cirkel geprobeerd met diameter 40 mm, er wordt tegen de klok in gefreesd. Op de foto is duidelijk te zien dat van 6 uur tot 1 uur vrij goed gaat , maar als de frees boven is bij 1 uur, dan begint hij eventjes te daveren voordat hij weer in zn spoor gaat, tot 8 uur blijft hij wat daveren , en vanaf 6 uur gaat tie weer lekker (2 mm diep gegaan).
Ik denk dat het komt omdat de kress spindel maar op 1 punt wordt vastgehouden, en dat de frees zo een klein beetje achterloopt. Het zou verbeteren als ik de Kress frees ook aan de bovenkant nog eens vastzet.
Ook de draairichting zal veel uitmaken denk ik , als ik de cirkel opdeel in 2 en het gedeelte wat nu niet zo lekker loopt hem omhoog laat frezen (van 6 uur tot 1 uur, zal dat ook beter gaan.
Maar ik weet nog niet of ik de moeite gaat nemen, ik ga er nog een nachtje over slapen..... het was een interessante test , maar denk dat ik idd tegen de limieten van m'n CNC-machine ben aangelopen.
Cor
Laatst bewerkt door een moderator:

") .
. )
)