En als je de voeding nu van de draad ampere geregeld doet door middel van een zelf regelende voeding .Zoiets wordt ook toegepast op de hegner figuurzagen .Dan heb je dus dat de draad eigenlijk een continu temperattur houdt binnen bepaalde marges.
Dat is een mogelijkheid, maar niet direct met de soft- en hardware die ik gebruik. Dan moet ik me weer een heel nieuwe techniek van schuimsnijden meester maken, met andere valkuilen ... Laat maar even.
Mijn hardware kan de draadtemperatuur aanpassen door de stroom te regelen. Een beetje zoals in een oude motorregelaar door de stroom heel snel (8 kHz of zo) korter of langer te onderbreken.
Daartoe moet je wel een heel ijk-proces door. Als alles correct is ingesteld, kan de software de draad temp regelen en de daarbij behorende kerf instellen. Voor andere snelheden doet hij dat door interpolatie.
Maar goed, ik heb het hele ijkproces herhaald, en ben tot tevredenstellende resultaten gekomen. Als ik een rechthoekig blok snij heeft dat de goede afmetingen met een afwijking van zo'n 0,07 mm. Dat vind ik acceptabel.
Nog één klein probleempje ...
Als ik een profiel snij, dan is de koorde te klein. Ik heb een HQ/W-15/2,5 van 220 mm gesneden. Dat zou dus 220 mm lang en 33 mm dik moeten zijn. De dikte was 33 mm exact!!

De koorde 217 mm

. Ik vermoed dat die hele dunne eindvaan gewoon wegsmelt. Ik accepteer deze onnaukeurigheid.
En toen ... PRODUKTIE :music:
Ik heb nu 8 rompjes liggen en 7 kielvlakjes klaar!
Die rompjes snijden schiet lekker op. Eerst één blok het zij-aanzicht snijden. Dan het hele blok in stukjes die iets breder zijn als het rompje wordt. Alles op de zijkant rollen, en het bovenaanzicht snijden.
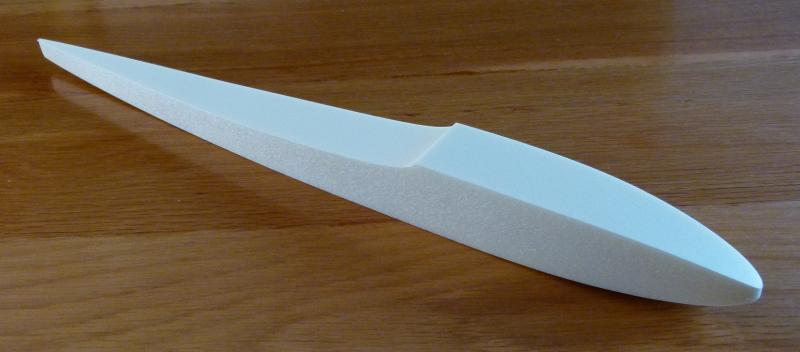
Hieronder een voorbeeld.
De oplettende lezer ziet dat dit rompje iets anders is dan versie uit bericht #95. Achter de vleugel loopt het nu horizontaal door. Niet na de knik licht naar beneden. Daardoor is het einde nu zo'n 1,5 cm hoog. Steviger denk ik.
Ook heb ik de neus nog verlengd. Er moet een flink stuk af als je die Turnigy Park480 1320 kv motor met 10x6" klapprop wilt gaan gebruiken. Ingeklapt moeten die prop-bladen wel voor de vleugel blijven.
Tot slot het kielvlak. Laat je niet van de wijs brengen door de vertekening van de foto. De pijlstelling is precies dezelfde als op het plaatje hieronder.
Gr. Dirk.



") dan kunnen wij aan de slag
dan kunnen wij aan de slag 
