Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Je gebruikt een verouderde webbrowser. Het kan mogelijk deze of andere websites niet correct weergeven.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Bouwen van een CNC-frees
- Topicstarter corvl
- Startdatum
Waar heb je je tool output draad dan heen gelegt?
Je hoeft maar 3 draden aan te sluiten.. rev/for heb je niks mee te maken.
1 ground leg je naar ACM en DCM (doorlussen)
1 tool speed output (das je 0-10V leg je naar spindle speed input
1 draad van de tool enable leg je naar de enable input op de vfd..
Dat is hoe t bij mij zit en dat werkt... vanavond maar even foto maken?")
Je hoeft maar 3 draden aan te sluiten.. rev/for heb je niks mee te maken.
1 ground leg je naar ACM en DCM (doorlussen)
1 tool speed output (das je 0-10V leg je naar spindle speed input
1 draad van de tool enable leg je naar de enable input op de vfd..
Dat is hoe t bij mij zit en dat werkt... vanavond maar even foto maken?
Ik denk dat ik idd iets op het spoor ben.
Wat zitten meten aan de rev en for ,acm dcm.
-er gaat 24V naar het printje van Damencnc ( 24V en ACM+DCM), dat zit op de Vin en gnd.
-dan heb ik AVI dat gaat naar VI dat regeld de 0-10V (werkt)
-Het enige dat ik dan nog heb is FOR en REV, die heb ik nu losgekoppeld
Een tip van het CNC.nl forum: iemand zei daar om de ACM-DCM met de FOR te verbinden. Zojuist gedaan en ik kan de spindle helemaal bedienen. M03 gaat hij draaien met Sxxxx de snelheid en M05 stopt hij.
Maar wat nu met de FOR en REV. En ik begrijp nu dat de spindle altijd "onder spanning" staat , ik neem aan dat ik hem nog moet schakelen en niet "domweg" de FOR en DCM-ACM aan elkaar moet verbinden.
Maar ben blij dat er schotin de zaak zit")
Wat zitten meten aan de rev en for ,acm dcm.
-er gaat 24V naar het printje van Damencnc ( 24V en ACM+DCM), dat zit op de Vin en gnd.
-dan heb ik AVI dat gaat naar VI dat regeld de 0-10V (werkt)
-Het enige dat ik dan nog heb is FOR en REV, die heb ik nu losgekoppeld
Een tip van het CNC.nl forum: iemand zei daar om de ACM-DCM met de FOR te verbinden. Zojuist gedaan en ik kan de spindle helemaal bedienen. M03 gaat hij draaien met Sxxxx de snelheid en M05 stopt hij.
Maar wat nu met de FOR en REV. En ik begrijp nu dat de spindle altijd "onder spanning" staat , ik neem aan dat ik hem nog moet schakelen en niet "domweg" de FOR en DCM-ACM aan elkaar moet verbinden.
Maar ben blij dat er schotin de zaak zit
Ik zou niet weten wat het voordeel is dat hij de andere kant op draait? Op mijn vorige machine met Kres spindle dat nooit gemist.
Is dat voor een hobby-machine van toepassing kan zijn?
Voorlopig ga ik er dan even vanuit dat ik de ACM-DCM en FOR gewoon in de VDF aan elkaar koppel...... Het kan dus geen kwaad dat hij altijd "onder spanning" staat .... en dit is de "normale" manier van aansluiten?
Heb weinig zin in brand , wat als de frees job klaar is en de machine staat nog voor een uur aan, zonder dat de spindle draait ..... dat kan geen kwaad?
Duizendmaal dank :wink:
Is dat voor een hobby-machine van toepassing kan zijn?
Voorlopig ga ik er dan even vanuit dat ik de ACM-DCM en FOR gewoon in de VDF aan elkaar koppel...... Het kan dus geen kwaad dat hij altijd "onder spanning" staat .... en dit is de "normale" manier van aansluiten?
Heb weinig zin in brand , wat als de frees job klaar is en de machine staat nog voor een uur aan, zonder dat de spindle draait ..... dat kan geen kwaad?
Duizendmaal dank :wink:
Hmm, er zitten nu 2 relais is mijn machine ( mist en flood) en die wil ik gaan gebruiken voor de stofzuiger en vacuumbox.
De tool enable is nog een andere? daar moet ik dan ff naar op zoek gaan... er zit geen aansluiting meer op "dat" printje.
Maar ik zie op het schema van usb cnc :
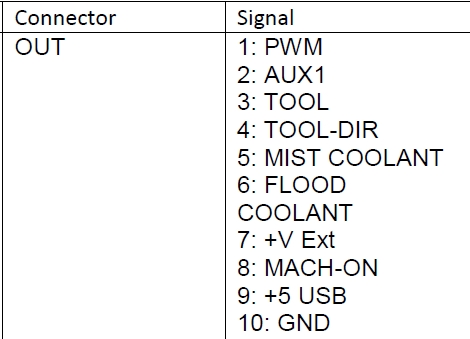
Pin 3 is "tool" begrijp ik dan goed dat ik doe moet gebruiken?
Dus deze pin van de flatkabel losmaken en die aan de FOR bevestigen?
*edit*:

http://www.damencnc.com/images/products/1363713147_0-10V V2 print specs.jpg
Hier lees ik
If FOR and REV output don't work, change the NPN-PNP setting on the VDF.
Zou dat het niet kunnen zijn?
Thanks,
Cor
De tool enable is nog een andere? daar moet ik dan ff naar op zoek gaan... er zit geen aansluiting meer op "dat" printje.
Maar ik zie op het schema van usb cnc :
Pin 3 is "tool" begrijp ik dan goed dat ik doe moet gebruiken?
Dus deze pin van de flatkabel losmaken en die aan de FOR bevestigen?
*edit*:
http://www.damencnc.com/images/products/1363713147_0-10V V2 print specs.jpg
Hier lees ik
If FOR and REV output don't work, change the NPN-PNP setting on the VDF.
Zou dat het niet kunnen zijn?
Thanks,
Cor
Laatst bewerkt door een moderator:
Welke aansluitingen zitten er wel als OUTPUT op dat printje?
Met de CPU 5a gebruik je 3 draden.. OUT TOOL gaat naar de enable op mn VFD
PWM or 10V staat met een jumper naar de 10V ingang op mn VFD
en dan nog een ground draadje..
Meer gebruik ik niet. ding draait altijd vooruit. zal vanavond de kast opentrekken en t eens bekijken want veel verschil kan er niet zijn.
Als ik m3 in ram hoor ik inderdaad klik van een relais, waarna mn spindle begint op te toeren.
Met de CPU 5a gebruik je 3 draden.. OUT TOOL gaat naar de enable op mn VFD
PWM or 10V staat met een jumper naar de 10V ingang op mn VFD
en dan nog een ground draadje..
Meer gebruik ik niet. ding draait altijd vooruit. zal vanavond de kast opentrekken en t eens bekijken want veel verschil kan er niet zijn.
Als ik m3 in ram hoor ik inderdaad klik van een relais, waarna mn spindle begint op te toeren.
Heb je de *edit* van mijn vorige bericht gelezen, of was ik net te laat hiermee?
Op het printje heb ik AVI , regeld de 0-10V en FOR en REV. Dat zouden de outputs moeten zijn denk ik .
Hoe kan ik dat meten op het printje:
multimeter tussen GND en FOR , wat moet ik daar meten een voltage of moet die op weerstand staan om te kijken of die doorschakeld?
Op het printje heb ik AVI , regeld de 0-10V en FOR en REV. Dat zouden de outputs moeten zijn denk ik .
Hoe kan ik dat meten op het printje:
multimeter tussen GND en FOR , wat moet ik daar meten een voltage of moet die op weerstand staan om te kijken of die doorschakeld?
acm en dcm zijn beide min maar gescheiden ik ver moet dat je een min mist je kan ze door lussen meen ik.
http://www.cnczone.nl/viewtopic.php?f=29&t=8665
http://www.cnczone.nl/viewtopic.php?f=29&t=8665
Gedeeltelijk succes met het cnczone.nl draadje van Michel.
Ik heb Pd044 op 1 (run gezet ipv FWD)
Met USBcnc in de setup (2e pagina) PWM en TOOL aangevinkt.
Met het commando M04 en S10000 gaat de boel draaien ......
MAAR ,M03 doet niets en ook de snelheid klopt niet, bij S500 draaid hij heel snel en S10000 heel traag.
Ik heb wel het gevoel dat ik op de goede weg zit. En dat het iets heeft te maken met de instellingen op de VDF.
Maar welke:-s
De handleiding van dit aparaat staat hier:
http://www.jinlantrade.com/ebay/invertermanual.pdf
Ik heb Pd044 op 1 (run gezet ipv FWD)
Met USBcnc in de setup (2e pagina) PWM en TOOL aangevinkt.
Met het commando M04 en S10000 gaat de boel draaien ......
MAAR ,M03 doet niets en ook de snelheid klopt niet, bij S500 draaid hij heel snel en S10000 heel traag.
Ik heb wel het gevoel dat ik op de goede weg zit. En dat het iets heeft te maken met de instellingen op de VDF.
Maar welke:-s
De handleiding van dit aparaat staat hier:
http://www.jinlantrade.com/ebay/invertermanual.pdf
Ja..... je wilt ermee zeggen om daar een negatief getal in te zetten?
Maar dat helpt nog niet dat Mo3 niet werkt , maar M04 wel.
maar wacht ff ... iets meer klopt er nog niet. Als ik de ACM/DCM en FOR aan elkaar knoopt dan klopt het toerental
wel, maardat is dan niet met PWM en TOOL in de setup van USB-cnc aangevinkt.
Maar dat helpt nog niet dat Mo3 niet werkt , maar M04 wel.
maar wacht ff ... iets meer klopt er nog niet. Als ik de ACM/DCM en FOR aan elkaar knoopt dan klopt het toerental
wel, maardat is dan niet met PWM en TOOL in de setup van USB-cnc aangevinkt.
SUCCES!!! (denk ik)
PWM weer uitgeschakeld.
REV en FOR aangesloten op de VDF
(PD044 nog steeds ingesteld op 1)
En hij reageerd nu op commando's van USBcnc
M03 , Mo4 en de snelheden. TOP!!
Een paar kleine kanttekeningen:
-Als ik met een draadje (vanmorgen) een overbrugging maakte tussen dcm/acm en FOR , dan hoorde ik een relais klikken waarna de spindle ging draaien... Dat hoor ik nu niet.... waarom , en is dit erg?
-De draairichting, M03 geeft van bovenaf gezien een draairichting met de klok mee, is dit juist? Zo niet , hoe dit aan te passen ? ( 2 draad van 3 draden van de spindle omwisselen?)
-de snelheid: De VDF geeft de snelheid in Hz weer , USBcnc in rpm. Op het printplaatje is een potmeter waarmee ik de snelheid kan finetunen.
Ik neem aan dat de formule gewoon van toepassing is: RPM / 60 = herrtz
Thanks,
Cor
PWM weer uitgeschakeld.
REV en FOR aangesloten op de VDF
(PD044 nog steeds ingesteld op 1)
En hij reageerd nu op commando's van USBcnc
M03 , Mo4 en de snelheden. TOP!!
Een paar kleine kanttekeningen:
-Als ik met een draadje (vanmorgen) een overbrugging maakte tussen dcm/acm en FOR , dan hoorde ik een relais klikken waarna de spindle ging draaien... Dat hoor ik nu niet.... waarom , en is dit erg?
-De draairichting, M03 geeft van bovenaf gezien een draairichting met de klok mee, is dit juist? Zo niet , hoe dit aan te passen ? ( 2 draad van 3 draden van de spindle omwisselen?)
-de snelheid: De VDF geeft de snelheid in Hz weer , USBcnc in rpm. Op het printplaatje is een potmeter waarmee ik de snelheid kan finetunen.
Ik neem aan dat de formule gewoon van toepassing is: RPM / 60 = herrtz
Thanks,
Cor