Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Je gebruikt een verouderde webbrowser. Het kan mogelijk deze of andere websites niet correct weergeven.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Tips en tutorials Metaal draaibank
- Topicstarter corvl
- Startdatum
Ik heb kennelijk een langere neus als jullie, want als je even terugleest zie je dat Emil de draadjes keurig aan elkaar geknoopt heeft.
Dus lekker blijven posten, komt allemaal goed
Dus lekker blijven posten, komt allemaal goed
tumble reverse en draadjes
Hallo allen,
Tuurlijk gaan we door, ik bedoelde met het "over gaan" uitsluitend mijn voorstel voor een nieuw draadje.
Het belangrijkste is dat iedereen de door anderen opgedane ervaringen kan lezen en er mogelijk zijn voordeel mee kan doen.
Over de tumble-reverse nog een mooi open plaatje van een Southbend uit 1910:

Hallo allen,
Tuurlijk gaan we door, ik bedoelde met het "over gaan" uitsluitend mijn voorstel voor een nieuw draadje.
Het belangrijkste is dat iedereen de door anderen opgedane ervaringen kan lezen en er mogelijk zijn voordeel mee kan doen
.Over de tumble-reverse nog een mooi open plaatje van een Southbend uit 1910:
neuzen..
Hi all,
Nog even over de HM beitelplaatjes. Terecht is eerder e.e.a. over de "neuzen" en vrijloophoek opgemerkt. Daarentegen voorzien de meeste beitelhouders in een een compensatie indien er geen vrijloophoek op het plaatje aanwezig is, zie vooral de draadsnijplaatjes. Misschien overbodig maar toch... het blijft ten slotte "schillen" van materiaal, of het nu piepers zijn of metaal is, dat maakt niet zo veel uit..
Hi all,
Nog even over de HM beitelplaatjes. Terecht is eerder e.e.a. over de "neuzen" en vrijloophoek opgemerkt. Daarentegen voorzien de meeste beitelhouders in een een compensatie indien er geen vrijloophoek op het plaatje aanwezig is, zie vooral de draadsnijplaatjes. Misschien overbodig maar toch... het blijft ten slotte "schillen" van materiaal, of het nu piepers zijn of metaal is, dat maakt niet zo veel uit..
Er moest een kamer gedraaid worden in het onderdeel dat werd opgespannen in de drieklauw. Hoe ver de beitel het materiaal in gaat is soms lastig bijhouden, sinds ik op de langsgeleiding alleen maar een handwieltje heb, geen digitaal/DRO. De oplossing om de geleiding te blokkeren is niet nieuw. Deze "eindstop" had ik ff in elkaar geknutseld voor de klus:

Als ik het werkstuk afwerk op de juiste afmetingen dan wordt de eindstop weer weggehaald. Het onderdeel is gefreest als toebehoren bij de machine, en blijft nu op het machinebed liggen:


Als ik het werkstuk afwerk op de juiste afmetingen dan wordt de eindstop weer weggehaald. Het onderdeel is gefreest als toebehoren bij de machine, en blijft nu op het machinebed liggen:

ron van sommeren
Forum veteraan
Zie deze mededeling van de directie:... ik zie dat ik in mijn oudere posts mijn "obsolete" plaatjes niet kan verwijderen ...
Kan berichten ouder dan maand niet meer aanpassen.
snelwissel revisited
snelwisselbeitelhouder systemen
Hi all,
Misschien nog even een intermezzo, ditmaal over snelwisselbeitelhouder systemen. Ik weet niet of er behoefte is om de ervaringen uit te wisselen, wie weet. Voor de gebruikers van de conventionele draaibank kunnen de ervaringen interessant zijn.
Dus bij deze de vraag.
Wie heeft er ervaring met de systemen van:
1. EMCO
2. Myford
3. Rapid
4. Dickson(=Rapid, wie eerst was is niet zeker)
5. AXA
6. TWG
7. Haase
8. Multisuisse(=Multifix), het origineel van 5 t/m 8
9. Drehblitz(=eigenlijk het origineel van Multifix, gezien de patentovername )
10. Aloris
11. KDK
12. Duplomatic
13. Impero
14. Mori
15. Tripan
snelwisselbeitelhouder systemen
Hi all,
Misschien nog even een intermezzo, ditmaal over snelwisselbeitelhouder systemen. Ik weet niet of er behoefte is om de ervaringen uit te wisselen, wie weet. Voor de gebruikers van de conventionele draaibank kunnen de ervaringen interessant zijn.
Dus bij deze de vraag.
Wie heeft er ervaring met de systemen van:
1. EMCO
2. Myford
3. Rapid
4. Dickson(=Rapid, wie eerst was is niet zeker)
5. AXA
6. TWG
7. Haase
8. Multisuisse(=Multifix), het origineel van 5 t/m 8
9. Drehblitz(=eigenlijk het origineel van Multifix, gezien de patentovername )
10. Aloris
11. KDK
12. Duplomatic
13. Impero
14. Mori
15. Tripan
Laatst bewerkt:
gebruikerservaring
Ik zal wat ervaringen neerleggen.
1. EMCO
- de kleinere systemen met 2 geleidingvlakken voor oa Compact 5 en 8 voldoen redelijk tot goed. Nauwgezet inspannen is wel nodig om een redelijke herhaalnauwkeurigheid te krijgen omdat de houders toch makkelijk een beetje kunnen verdraaien. Redelijk/flink geprijsd. Nauwelijks nog origineel verkrijgbaar.
- de grotere asymmetrische met 2 geleidingsprisma's voor oa Compact 10 en Super 11 voldoen goed daar de houder niet kan verdraaien tijdens vastzetten, zijn wel aan de kleine kant voor zwaarder verspaningswerk. Myford Rapid en Dickson hebben ongeveer de zelfde constructie dus zouden ze eveneens goed voldoen. Flink geprijsd. Nauwelijks nog origineel verkrijgbaar.
5/6. AXA en TWG zijn de betere high-end en veel geleverde merken van dit moment. TWG blinkt uit door ook alle houders in geslepen uivoering aan te bieden. Beiden Duits fabrikaat. Als ik ooit nieuwe houders ga kopen wordt het TWG.
Heb vroeger een "Orient"-set gehad, was zeker niet slecht maar de afwerking en gebruikte staal soort was beduidend minder dan de toenmalige AXA exemplaren, de prijs gaf toen de doorslag.
7. HAASE
- type AA voor de kleinere banken, heb deze geheel geslepen uitvoering als zeer nauwkeurig ervaren. Fixatie van de houder d.m.v. 16 aanliggende prisma's, nauwkeuriger kan bijna niet. Zeer grote herhaalnauwkeurigheid. Zeer flink geprijsd. Wel goed verkrijgbaar.
8. Multisuisse
- type A voor de groter banken, heb deze half geslepen uitvoering als zeer nauwkeurig ervaren. Fixatie van de houder d.m.v. 16 aanliggende prisma's, nauwkeuriger kan bijna niet. Zeer grote herhaalnauwkeurigheid. Zeer flink geprijsd. Wel goed verkrijgbaar.
11.KDK
- type 100 voor de grotere banken, was standaard voor HARDINGE en MORI SEIKI machines, heb deze geheel geslepen en gezwarte uitvoering als zeer nauwkeurig ervaren. Fixatie van de houder d.m.v. 4 aanliggende prismavlakken, met aantrek-wig, zeer nauwkeurig. Zeer grote herhaalnauwkeurigheid. Enorm robuust. Zeer flink geprijsd. Nauwelijks nog origineel verkrijgbaar. Chinese fabrikanten lijken in het gat te springen om klonen van deze houders te leveren.
snelwisselbeitelhouder systemen
Hi all,
Misschien nog even een intermezzo, ditmaal over snelwisselbeitelhouder systemen. Ik weet niet of er behoefte is om de ervaringen uit te wisselen, wie weet. Voor de gebruikers van de conventionele draaibank kunnen de ervaringen interessant zijn.
Dus bij deze de vraag.
Wie heeft er ervaring met de systemen van:
1. EMCO
2. Myford
3. Rapid
4. Dickson(=Rapid, wie eerst was is niet zeker)
5. AXA
6. TWG
7. Haase
8. Multisuisse(=Multifix), het origineel van 5 t/m 8
9. Drehblitz(=eigenlijk het origineel van Multifix, gezien de patentovername )
10. Aloris
11. KDK
12. Duplomatic
13. Impero
14. Mori
15. Tripan
Ik zal wat ervaringen neerleggen.
1. EMCO
- de kleinere systemen met 2 geleidingvlakken voor oa Compact 5 en 8 voldoen redelijk tot goed. Nauwgezet inspannen is wel nodig om een redelijke herhaalnauwkeurigheid te krijgen omdat de houders toch makkelijk een beetje kunnen verdraaien. Redelijk/flink geprijsd. Nauwelijks nog origineel verkrijgbaar.
- de grotere asymmetrische met 2 geleidingsprisma's voor oa Compact 10 en Super 11 voldoen goed daar de houder niet kan verdraaien tijdens vastzetten, zijn wel aan de kleine kant voor zwaarder verspaningswerk. Myford Rapid en Dickson hebben ongeveer de zelfde constructie dus zouden ze eveneens goed voldoen. Flink geprijsd. Nauwelijks nog origineel verkrijgbaar.
5/6. AXA en TWG zijn de betere high-end en veel geleverde merken van dit moment. TWG blinkt uit door ook alle houders in geslepen uivoering aan te bieden. Beiden Duits fabrikaat. Als ik ooit nieuwe houders ga kopen wordt het TWG.
Heb vroeger een "Orient"-set gehad, was zeker niet slecht maar de afwerking en gebruikte staal soort was beduidend minder dan de toenmalige AXA exemplaren, de prijs gaf toen de doorslag.
7. HAASE
- type AA voor de kleinere banken, heb deze geheel geslepen uitvoering als zeer nauwkeurig ervaren. Fixatie van de houder d.m.v. 16 aanliggende prisma's, nauwkeuriger kan bijna niet. Zeer grote herhaalnauwkeurigheid. Zeer flink geprijsd. Wel goed verkrijgbaar.
8. Multisuisse
- type A voor de groter banken, heb deze half geslepen uitvoering als zeer nauwkeurig ervaren. Fixatie van de houder d.m.v. 16 aanliggende prisma's, nauwkeuriger kan bijna niet. Zeer grote herhaalnauwkeurigheid. Zeer flink geprijsd. Wel goed verkrijgbaar.
11.KDK
- type 100 voor de grotere banken, was standaard voor HARDINGE en MORI SEIKI machines, heb deze geheel geslepen en gezwarte uitvoering als zeer nauwkeurig ervaren. Fixatie van de houder d.m.v. 4 aanliggende prismavlakken, met aantrek-wig, zeer nauwkeurig. Zeer grote herhaalnauwkeurigheid. Enorm robuust. Zeer flink geprijsd. Nauwelijks nog origineel verkrijgbaar. Chinese fabrikanten lijken in het gat te springen om klonen van deze houders te leveren.
Het is weer draaibanktijd. vol met problemen :-(
Ik heb het al eerder gevraagd toen ik de draaibak net had , maar verder niet meer mee gewerkt, wat betreft draadsnijden.
De beitel blijft komt nog steeds niet terug in dezelfde groef.... ik snap echt niet waarom .. ik heb wel een vermoeden....
Hier nog een plaatje van mijn machine:
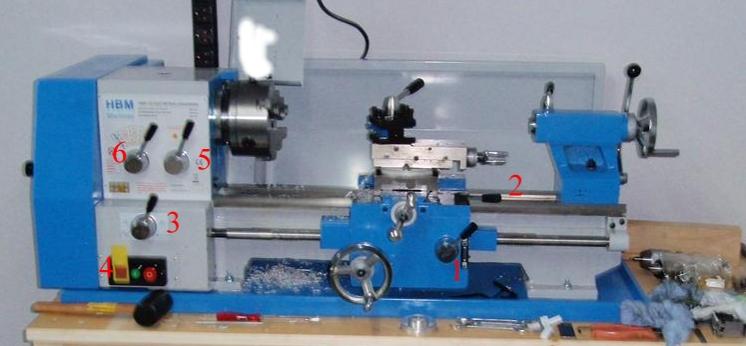
Vorige week was ik eventjes bij de de winkelier en heb toen gevraagd wat de juiste procedure is:
1-beitel ertegenaan.
2-hendel 1 naar beneden (dat is de hendel om draad te snijden, pas weer uitzetten als draadsnijden klaar is)
3-eerste pas afnemen
4-aan het einde, met hendel 3 de spindel om keren
5 - als de beitel weer aan de andere kant is met hendel 3 weer de beitel de andere richting in laten gaan.
Maar hij volgt nu niet de groef die hij de eerste keer kerfde.
Op het moment dat ik hendel 3 in het midden zet , dan stop de spindel van de langsslede , maar draaid de klauwplaat nog steeds door, als ik dan de hendel doordraaid naar de andere kant , dan heeft de klauwplaat al meer gedraaid als de spindel van de langsslede, geen wonder dat hij niet meer in de juiste groef zit. Als de beitel weer terug bij het begin is , en ik de spindel weer de andere kant op moet laten draaien , dan ook nu gaat hij weer door het punt (midden) dat de spindel eventjes stil staat terwijl de klauwplaat doordraaid
Hopelijk is mijn verhaal duidelijk.
Wat doe ik verkeerd?
Bedankt ,
Cor
Ik heb het al eerder gevraagd toen ik de draaibak net had , maar verder niet meer mee gewerkt, wat betreft draadsnijden.
De beitel blijft komt nog steeds niet terug in dezelfde groef.... ik snap echt niet waarom .. ik heb wel een vermoeden....
Hier nog een plaatje van mijn machine:
Vorige week was ik eventjes bij de de winkelier en heb toen gevraagd wat de juiste procedure is:
1-beitel ertegenaan.
2-hendel 1 naar beneden (dat is de hendel om draad te snijden, pas weer uitzetten als draadsnijden klaar is)
3-eerste pas afnemen
4-aan het einde, met hendel 3 de spindel om keren
5 - als de beitel weer aan de andere kant is met hendel 3 weer de beitel de andere richting in laten gaan.
Maar hij volgt nu niet de groef die hij de eerste keer kerfde.
Op het moment dat ik hendel 3 in het midden zet , dan stop de spindel van de langsslede , maar draaid de klauwplaat nog steeds door, als ik dan de hendel doordraaid naar de andere kant , dan heeft de klauwplaat al meer gedraaid als de spindel van de langsslede, geen wonder dat hij niet meer in de juiste groef zit. Als de beitel weer terug bij het begin is , en ik de spindel weer de andere kant op moet laten draaien , dan ook nu gaat hij weer door het punt (midden) dat de spindel eventjes stil staat terwijl de klauwplaat doordraaid
Hopelijk is mijn verhaal duidelijk.
Wat doe ik verkeerd?
Bedankt ,
Cor
Laatst bewerkt door een moderator:
Hoi Cor,
Hendel 3 moet je NIET omkeren!!
Je moet de draairichting van de hoofdspil omkeren, dus van rechtsom naar linksom draaien.
Alle tandwielen en de leispindel gaan dan ook de andere kant op en zo loopt je beitel terug, zo blijft je beitel in dezelfde groef, simpeler kan eigenlijk niet.
Als je de leispindel omkeert, wat jij doet, schakel je hem uit het ene tandwiel en in een ander, zo verbreek je de verbinding tussen de hoofdspil en de leispindel, en dus loop je uit de groef.
Dus heen en terug door simpel de hoofdspindel recht- en linksom te laten lopen, dan gaat je beitel ook heen en terug.
Hendel 3 moet je NIET omkeren!!
Je moet de draairichting van de hoofdspil omkeren, dus van rechtsom naar linksom draaien.
Alle tandwielen en de leispindel gaan dan ook de andere kant op en zo loopt je beitel terug, zo blijft je beitel in dezelfde groef, simpeler kan eigenlijk niet.
Als je de leispindel omkeert, wat jij doet, schakel je hem uit het ene tandwiel en in een ander, zo verbreek je de verbinding tussen de hoofdspil en de leispindel, en dus loop je uit de groef.
Dus heen en terug door simpel de hoofdspindel recht- en linksom te laten lopen, dan gaat je beitel ook heen en terug.
Micropuller
Forum veteraan
Kijk eens een paar pagina's terug ")
Oftewel; als je er zeker van wilt zijn dat je niet in de fout gaat, niet de spindel omkeren, maar de bank stilzetten (evt. eerst handmatig de beitel uit het werkstuk halen). Dan de bank achteruit laten draaien tot de beitel weer aan het begin is, de motor weer stilzetten, de beitel voorzetten en de bank weer (vooruit) inschakelen.
Alternatief is een draadsnijklok kopen (als je die tenminste op je bank kunt bouwen) of de "very oldfashioned way:"
De handel die jij bedoelt is voor schroefdraad snijden.
Stel de beitel eerst in op de juiste diameter net voor het werkstuk.
Schakel de handel in. de beitelslede is nu vergrendeld in de lange trapezium as die aan de voorzijde zichtbaar is. Nu de machiene inschakelen en de schroefdraad snijden. Aan het einde de klauplaat stoppen en de handel INGESCHAKELD laten. Beitel terug draaien en de klauwplaat nu linksom laten lopen en je zal zien dat de beitelslede nu terug verplaatst. beitel weer bijstellen en de klauwplaat weer rechtsom starten voor de volgende snede. etc etc De handel mag pas uitgeschakeld worden als de schroefdraad klaar is.
Succes.
Hoi,
als je bij draadsnijden de spoed van je spindel deelt door de spoed die je wilt snijden
dan moet er een heel getal uit komen. Dan komt de beitel altijd weer in het goede spoor.
Als er geen heel getal uit komt zul je door achteruit te draaien je beitel weer naar de begin
positie moeten brengen.
Dus je spindel is bijv. 6 en je draad is 1,75 dan komt er geen heel getal uit en kun je dus alleen maar door achteruit te draaien weer goed uitkomen.
Groeten,
Ingo
Oftewel; als je er zeker van wilt zijn dat je niet in de fout gaat, niet de spindel omkeren, maar de bank stilzetten (evt. eerst handmatig de beitel uit het werkstuk halen). Dan de bank achteruit laten draaien tot de beitel weer aan het begin is, de motor weer stilzetten, de beitel voorzetten en de bank weer (vooruit) inschakelen.
Alternatief is een draadsnijklok kopen (als je die tenminste op je bank kunt bouwen) of de "very oldfashioned way:"
Laatst bewerkt door een moderator:
ohhhh..... ik moet de motor stilzetten , draairichting van de motor omdraaien en zo overnieuw beginnen..
Ik begreep (ook zo van de winkelier) dat ik de draairichitng moest veranderen dmv van die hendel (3) ik moet dus met knop (4) stoppen en de motor richting omwisselen.
Met ingeschakeld laten staan begreep ik dat je hendel (1) niet mocht bewegen.
Ik zal het daalk nog eens proberen zonder de hendels om te zetten.
Alvast dank voor de hulp,
Cor
Ik begreep (ook zo van de winkelier) dat ik de draairichitng moest veranderen dmv van die hendel (3) ik moet dus met knop (4) stoppen en de motor richting omwisselen.
Met ingeschakeld laten staan begreep ik dat je hendel (1) niet mocht bewegen.
Ik zal het daalk nog eens proberen zonder de hendels om te zetten.
Alvast dank voor de hulp,
Cor
Micropuller
Forum veteraan
Je zou in principe ook die hendel kunnen gebruiken, maar alleen als de doet wat in de post van ingoo staat.
Nu kan ik me voorstellen dat je niet precies weet wat de spoed van je spindel is, dus "for safety's sake" kun je dan beter de boel ingeschakeld laten staan en bank in tegenovergestelde richting laten draaien.
Nu kan ik me voorstellen dat je niet precies weet wat de spoed van je spindel is, dus "for safety's sake" kun je dan beter de boel ingeschakeld laten staan en bank in tegenovergestelde richting laten draaien.
De hele middag bezig geweest , tandwielen versteken, beitels omwisselen , uiteindelijk een stang afgedraaid naar 20 mm. Daarna schroefdraad erop gedraaid , en wonderlijk maar waar , het is gelukt . De beitel volgde mooi elke keer de groef ... ben blij.
MAAR de moer past er niet op :-/ ik snap er niets van .. .heb deze tabel bekeken:
http://tisj.com/~tisj9a2/moodle/mod/resource/view.php?id=3235
-Stang afgedraaid naar 20 mm
-tandwielen verstoken voor spoed 2,5 mm
-60 graden beitel genomen en 1,58 mm diep gegaan ( denk ik toch).
De moer draait er een kleine slag op , en wilt niet verder.
Nu heb ik een gekochte draadstang van M20 , en ik meet dat de dikte van die stang 19,5 mm is en geen 20 mm , zou dat het probleem zijn ?, moet ik de stang niet naar 20 mm afdraaien , maar naar 19,5mm?
Nu zit ik nog wel erg te "kloten" met de afleesstreepjes van de maatverdeling. Maar denk dat ik er toch geen fout in heb gemaakt. Er staat op, "1 streepje is 0,05mm"
Dus 10 streepjes ( is een grote streep) is 0,5 mm (maar er staat een "10" bij). Ik heb om aan 1,58 te komen, 3 grote strepen (dus 30 kleintjes) dat maakt 1,5 mm. En als laatste pas heb ik nog 1,5 klein streepje gedaan. Dan kom ik uit op 1,58 *2 geeft de 3,16 volgens de tabel... niet?!?!?
De spoed heb ik nagemeten , die is precies 2,5 mm
Dikte van de stang is dus 20 mm
Diepte van de groef , tja, dat kan ik niet precies nameten , omdat m'n schuifmaat er niet tussen pas , maar het lijkt verdacht veel dat de dunste maat daadwerkelijk erg in de buurt van de 16,84 mm komt.
Toen de moer er niet op ging heb ik doorgedraaid tot aan 4 grote strepen, dat zou 2 mm moeten zijn. (en nog past de moer er niet op) ... toch de buitenmaat te groot?
'T is nog niet eenvoudig dat draaibanken ;-)
Cor
MAAR de moer past er niet op :-/ ik snap er niets van .. .heb deze tabel bekeken:
http://tisj.com/~tisj9a2/moodle/mod/resource/view.php?id=3235
-Stang afgedraaid naar 20 mm
-tandwielen verstoken voor spoed 2,5 mm
-60 graden beitel genomen en 1,58 mm diep gegaan ( denk ik toch).
De moer draait er een kleine slag op , en wilt niet verder.
Nu heb ik een gekochte draadstang van M20 , en ik meet dat de dikte van die stang 19,5 mm is en geen 20 mm , zou dat het probleem zijn ?, moet ik de stang niet naar 20 mm afdraaien , maar naar 19,5mm?
Nu zit ik nog wel erg te "kloten" met de afleesstreepjes van de maatverdeling. Maar denk dat ik er toch geen fout in heb gemaakt. Er staat op, "1 streepje is 0,05mm"
Dus 10 streepjes ( is een grote streep) is 0,5 mm (maar er staat een "10" bij). Ik heb om aan 1,58 te komen, 3 grote strepen (dus 30 kleintjes) dat maakt 1,5 mm. En als laatste pas heb ik nog 1,5 klein streepje gedaan. Dan kom ik uit op 1,58 *2 geeft de 3,16 volgens de tabel... niet?!?!?
De spoed heb ik nagemeten , die is precies 2,5 mm
Dikte van de stang is dus 20 mm
Diepte van de groef , tja, dat kan ik niet precies nameten , omdat m'n schuifmaat er niet tussen pas , maar het lijkt verdacht veel dat de dunste maat daadwerkelijk erg in de buurt van de 16,84 mm komt.
Toen de moer er niet op ging heb ik doorgedraaid tot aan 4 grote strepen, dat zou 2 mm moeten zijn. (en nog past de moer er niet op) ... toch de buitenmaat te groot?
'T is nog niet eenvoudig dat draaibanken ;-)
Cor
Hallo Cor,
het is inderdaad waar dat een buitenschroefdraad niet helemaal de volledige diameter heeft als het getal achter de "M" doet vermoeden. Ze is inderdaad vaak om een paar tiendes dunner. (Terwijl ik in de meeste tabellen inderdaad 20mm buitendiameter vind voor M20).
Schroefdraad behoeft echter geen passing als het gaat om de buitendiameter van de bout en de binnendiameter van een moer. Je draad draagt enkel op de flanken, de tophoeken liggen vrij. Er is mij altijd verteld dat het geen kwaad kon om de moer dus iets uit te draaien of de bout af te draaien.
Dus in jouw geval zou ik beginnen met het verkleinen van die Ø20mm. Als je Ø19,5 aanhoudt, zit je al op de goede weg. Mocht de draad dan nog niet passen of strak lopen, kan het zijn dat de gangen niet breed genoeg zijn. Je kunt dan de draad nadraaien op dezelfde diepte als je al ingesteld had, en daarbij het bovensupport iets te verstellen. Niet overdrijven, dan krijg je een klapperige moer...
Hopelijk is het een beetje duidelijk opgeschreven, anders hoor ik het wel! Succes nog!
Groetjes,
Björn
het is inderdaad waar dat een buitenschroefdraad niet helemaal de volledige diameter heeft als het getal achter de "M" doet vermoeden. Ze is inderdaad vaak om een paar tiendes dunner. (Terwijl ik in de meeste tabellen inderdaad 20mm buitendiameter vind voor M20).
Schroefdraad behoeft echter geen passing als het gaat om de buitendiameter van de bout en de binnendiameter van een moer. Je draad draagt enkel op de flanken, de tophoeken liggen vrij. Er is mij altijd verteld dat het geen kwaad kon om de moer dus iets uit te draaien of de bout af te draaien.
Dus in jouw geval zou ik beginnen met het verkleinen van die Ø20mm. Als je Ø19,5 aanhoudt, zit je al op de goede weg. Mocht de draad dan nog niet passen of strak lopen, kan het zijn dat de gangen niet breed genoeg zijn. Je kunt dan de draad nadraaien op dezelfde diepte als je al ingesteld had, en daarbij het bovensupport iets te verstellen. Niet overdrijven, dan krijg je een klapperige moer...
Hopelijk is het een beetje duidelijk opgeschreven, anders hoor ik het wel! Succes nog!
Groetjes,
Björn
Laatst bewerkt:
Micropuller
Forum veteraan
Nu zit ik nog wel erg te "kloten" met de afleesstreepjes van de maatverdeling. Maar denk dat ik er toch geen fout in heb gemaakt. Er staat op, "1 streepje is 0,05mm"
Dus 10 streepjes ( is een grote streep) is 0,5 mm (maar er staat een "10" bij). Ik heb om aan 1,58 te komen, 3 grote strepen (dus 30 kleintjes) dat maakt 1,5 mm. En als laatste pas heb ik nog 1,5 klein streepje gedaan. Dan kom ik uit op 1,58 *2 geeft de 3,16 volgens de tabel... niet?!?!?
Weet je zo wat de stijging van je supportspindel is op je dwarssupport? En wat is de deling op je nonius? Als je een spindelstijging van 2,5mm hebt (wat voor zo'n draaibank niet raar zou zijn) met een deling van 100, zou je support bij elk deelstreepje 0,025mm verplaatsen. Dit komt overeen met een verandering in draaidiameter van 0,05mm.
Als je het verschil in buitendiameter en kerndiameter uitrekent, kom je op:
20,00-16,84= 3,16. Dat is die 2x draaddiepte die jij ook al berekend had.
Je moet nu zorgen dat je support 1,58mm naar voren verplaatst om dat verschil in diameter in te stellen. (Als die 0,05mm per deelstreep de verplaatsing van je support per deelstreep weergeeft) 1,58/0,05 is 31,6.
Of je deelt die 3,16 door de 0,05mm verandering in draaidiameter die je per deelstreep afneemt (mocht die waarde op je support daarvoor staan). Dan kom je op 3.16/0.05 = 63.2. In dat geval is je draad dus nu nog niet helemaal op diepte..
Dus, het beste kun je kijken wat er gebeurd als je het handwiel van je dwarssupport 1 slag draait. Wat is de verplaatsing dan? Vervolgens verdubbel je die verplaatsing en deelt dit getal door het aantal streepjes op je schaalring. Dan weet je precies hoeveel millimeter je op de draaidiameter (!) afneemt per deelstreep.
Rekenvoorbeeldje voor onze draaibank thuis:
- spindelstijging dwarssupport 2mm. Dus 2mm verplaatsing per omwenteling van het handwiel.
- Aantal deelstreepjes op de nonius: 100.
- (2,00 x 2) / 100 = 0,04mm materiaalafname op de diameter/ deelstreep. Op het dwarssupport zelf staat 0,02mm, dat de verplaatsing van het support per streepje aangeeft.