Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Je gebruikt een verouderde webbrowser. Het kan mogelijk deze of andere websites niet correct weergeven.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Dockyard V stoommachine.
- Topicstarter Stoompomp
- Startdatum
Je gaat het toch niet elk uur aanpassen Henk? ") Dacht dat ik voor het eten een andere foto van je zag. Bedenk wel dat wij sneller verouderen dan onze schepen! Die overleven ons denk ik wel. Hoofdzaak is dat we plezier in onze hobby houden. Al enig zicht wanneer de nieuwe machine gaat draaien? Gr. Klaas.
Dacht dat ik voor het eten een andere foto van je zag. Bedenk wel dat wij sneller verouderen dan onze schepen! Die overleven ons denk ik wel. Hoofdzaak is dat we plezier in onze hobby houden. Al enig zicht wanneer de nieuwe machine gaat draaien? Gr. Klaas.
Dacht dat ik voor het eten een andere foto van je zag. Bedenk wel dat wij sneller verouderen dan onze schepen! Die overleven ons denk ik wel. Hoofdzaak is dat we plezier in onze hobby houden. Al enig zicht wanneer de nieuwe machine gaat draaien? Gr. Klaas.Stoompomp
In Memoriam
Soms ben je uren bezig om iets te maken.
Ik had geschreven, dat ik nu de drijfstangen ga maken, zie onderstaande afbeelding van de tekening.

De belangrijkste maat is 32,5mm tussen de krukpen en de kruispen.
Daarom ben ik begonnen met het drijfstang lager op de krukpen.
Daar ik zoveel mogelijk restmateriaal gebruikt, kost het tijd om deze "afval" stukjes te bewerken, opdat deze toepasbaar zijn.
De nieuwe drijfstang lagers zijn gemaakt uit een reststukje aluminiumbrons.
Het affresen en opmaat maken van de boring ø5mm en aanbrengen van de M2 bevestigingsbouten voor de flens van de drijfstang kostte toch meer tijd dan verwacht.
Onderstaand het resultaat.

De drijfstanglagers passen op de krukpen.
Na het maken van de drijfstangen op de juiste afstand 32,5mm, zal ik de onder helften van het lager bewerken.
Groet, Henk
Ik had geschreven, dat ik nu de drijfstangen ga maken, zie onderstaande afbeelding van de tekening.
De belangrijkste maat is 32,5mm tussen de krukpen en de kruispen.
Daarom ben ik begonnen met het drijfstang lager op de krukpen.
Daar ik zoveel mogelijk restmateriaal gebruikt, kost het tijd om deze "afval" stukjes te bewerken, opdat deze toepasbaar zijn.
De nieuwe drijfstang lagers zijn gemaakt uit een reststukje aluminiumbrons.
Het affresen en opmaat maken van de boring ø5mm en aanbrengen van de M2 bevestigingsbouten voor de flens van de drijfstang kostte toch meer tijd dan verwacht.
Onderstaand het resultaat.
De drijfstanglagers passen op de krukpen.
Na het maken van de drijfstangen op de juiste afstand 32,5mm, zal ik de onder helften van het lager bewerken.
Groet, Henk
Stoompomp
In Memoriam
De drijfstang uit messing zit op het bronzen bigend lager geschroefd.
De bigend lager delen van de drijfstang zitten met doorgaande M2 draadeinden, aan weerszijden opgesloten met een borgmoer.
Daar nu het lager op het bigend uit twee delen is, is het eenvoudig om naderhand optredende speling te compenseren.
De lagerspeling is hoofdzakelijk in de onder- en bovenkant van het lager.
Nu eenvoudig een van de lagerschalen afvlakken en de speling is gecorrigeerd.
Bij mijn stoommachine is het gehele ontwerp gebaseerd op onderhoud.
Groet, Henk.
De bigend lager delen van de drijfstang zitten met doorgaande M2 draadeinden, aan weerszijden opgesloten met een borgmoer.
Daar nu het lager op het bigend uit twee delen is, is het eenvoudig om naderhand optredende speling te compenseren.
De lagerspeling is hoofdzakelijk in de onder- en bovenkant van het lager.
Nu eenvoudig een van de lagerschalen afvlakken en de speling is gecorrigeerd.
Bij mijn stoommachine is het gehele ontwerp gebaseerd op onderhoud.
Groet, Henk.
Laatst bewerkt:
Jan Walpot
verslagschrijvers
Henk, om te zorgen dat er minder onderhoud nodig is kan je het bovenste deel van de krukpen lager ongeveer 3 mm korter maken.
Het gedeelte wat je eraf haalt maak je dan uit één stuk met de drijfstang mee. Je kan daarna de drijfstang doorboren met b.v. 1,6 tot 1,8 mm. Het bovenste deel van het krukpen lager doorboren met 0,5 mm. Als je gaat draaien met de machine kan je de drijfstangen vullen met olie.
Groet, Jan.
Het gedeelte wat je eraf haalt maak je dan uit één stuk met de drijfstang mee. Je kan daarna de drijfstang doorboren met b.v. 1,6 tot 1,8 mm. Het bovenste deel van het krukpen lager doorboren met 0,5 mm. Als je gaat draaien met de machine kan je de drijfstangen vullen met olie.
Groet, Jan.
Laatst bewerkt:
Stoompomp
In Memoriam
Zo als ik al eerder geschreven had, verlies ik tijd in het zoeken naar beschikbaar materiaal.
In het bericht #144, staat de drijfstang met een gaffel van breed 8mm.
Uit beschikbaar zeskant SLW 10mm begonnen met het maken van de steel voor de aansluiting op de voet, welke op het drijfstanglager komt,
De voet wordt hardgesoldeerd op de gaffel. wel met een M2 verzonken schroef vastgeklemd.
In dit geval heb ik weer de prikgasbrander gebruikt met een spitse vlam.

De gasbrander heeft propaan/butaan prikbussen en geeft een vlamtemperatuur van ca. 1750 °C
Onderstaand het resultaat, gesoldeerd met mijn favoriet 55% zilver.

Voor mij heeft deze prikbusbrander een voordeel, daar je kleine delen voordelig kunt hardsolderen
Je verlies geen duur gas in de aansluitslangen tussen de gasfles en de brander.
Morgen de zeskant klompen in model fresen en de boring aanbrengen voor het kruishoofd.
Groet, Henk.
In het bericht #144, staat de drijfstang met een gaffel van breed 8mm.
Uit beschikbaar zeskant SLW 10mm begonnen met het maken van de steel voor de aansluiting op de voet, welke op het drijfstanglager komt,
De voet wordt hardgesoldeerd op de gaffel. wel met een M2 verzonken schroef vastgeklemd.
In dit geval heb ik weer de prikgasbrander gebruikt met een spitse vlam.
De gasbrander heeft propaan/butaan prikbussen en geeft een vlamtemperatuur van ca. 1750 °C
Onderstaand het resultaat, gesoldeerd met mijn favoriet 55% zilver.
Voor mij heeft deze prikbusbrander een voordeel, daar je kleine delen voordelig kunt hardsolderen
Je verlies geen duur gas in de aansluitslangen tussen de gasfles en de brander.
Morgen de zeskant klompen in model fresen en de boring aanbrengen voor het kruishoofd.
Groet, Henk.
Stoompomp
In Memoriam
De zeskant klompen zijn bewerkt naar een drijfstang met gaffel voor het kruishoofd.

De proefpassing op de krukas.

In de ogen van de drijfstang, geboord 2,5mm, komt de scharnierbout M3 voor de kruiskop.
Het oog wordt aan één kant voorzien van schroefdraad M3 en de andere kant wordt opgeboord naar ø3,2mm.
De scharnierbout M3 bout wordt een borstbout met een schacht van ø3,2mm en een steellengte zodanig, dat de gaffel niet kan verklemmen.
De bout met verlengde schroefdraad wordt met een contramoer tegen losdraaien gezekerd.
Volgende stap is het maken van de kruiskoppen met glijvoet.
Deze worden weer gemaakt uit het slijtvaste aluminiumbrons.
Groet, Henk.
De proefpassing op de krukas.
In de ogen van de drijfstang, geboord 2,5mm, komt de scharnierbout M3 voor de kruiskop.
Het oog wordt aan één kant voorzien van schroefdraad M3 en de andere kant wordt opgeboord naar ø3,2mm.
De scharnierbout M3 bout wordt een borstbout met een schacht van ø3,2mm en een steellengte zodanig, dat de gaffel niet kan verklemmen.
De bout met verlengde schroefdraad wordt met een contramoer tegen losdraaien gezekerd.
Volgende stap is het maken van de kruiskoppen met glijvoet.
Deze worden weer gemaakt uit het slijtvaste aluminiumbrons.
Groet, Henk.
Stoompomp
In Memoriam
Zoals eerder geschreven ben ik bezig om de huidige voorraad materiaal op te maken.
Uit een reststuk aluminiumbrons heb ik de voorbewerkte delen van het kruishoofd gemaakt.
Overigens, ik ga het aluminiumbrons niet meer zagen, maar slijp het door met een dunne doorslijpschijf ø125mm in de haakse slijper.
Wel onder gebruikmaking van een P3 masker.
Op de foto het over gebleven reststuk met daaronder de voorbewerkte delen.

Buiten, dat de aansluiting op de gaffel nog afgefreesd moet worden naar 4mm, is duidelijke, dat de delen niet conform de tekening zijn.
Het leuke is, dat als je een stoommachine bouwt volgens je eigen inzicht en vervolgens alle relevante commentaren en aanvullingen gebruikt, je tot een aanpassing komt.
In het originele ontwerp van de stoommachine heeft de voet een U-vorm, die de leibaan omsluit.
Speling afstelling is dus niet mogelijk.
In het grootbedrijf heeft men een kruishoofd met een voet is het wel mogelijk, zie onderstaand.

Daarom heb ik de uitvoering van het kuishoofd aangepast.
Onderstaand de voorziene aanpassingen van het kruishoofd,

Na het maken van het kruishoofd kan ik mij zorgen maken, hoe ik de strippen op dikte moet maken.
Wordt vervolgt.
Henk
Uit een reststuk aluminiumbrons heb ik de voorbewerkte delen van het kruishoofd gemaakt.
Overigens, ik ga het aluminiumbrons niet meer zagen, maar slijp het door met een dunne doorslijpschijf ø125mm in de haakse slijper.
Wel onder gebruikmaking van een P3 masker.
Op de foto het over gebleven reststuk met daaronder de voorbewerkte delen.
Buiten, dat de aansluiting op de gaffel nog afgefreesd moet worden naar 4mm, is duidelijke, dat de delen niet conform de tekening zijn.
Het leuke is, dat als je een stoommachine bouwt volgens je eigen inzicht en vervolgens alle relevante commentaren en aanvullingen gebruikt, je tot een aanpassing komt.
In het originele ontwerp van de stoommachine heeft de voet een U-vorm, die de leibaan omsluit.
Speling afstelling is dus niet mogelijk.
In het grootbedrijf heeft men een kruishoofd met een voet is het wel mogelijk, zie onderstaand.
Daarom heb ik de uitvoering van het kuishoofd aangepast.
Onderstaand de voorziene aanpassingen van het kruishoofd,
Na het maken van het kruishoofd kan ik mij zorgen maken, hoe ik de strippen op dikte moet maken.
Wordt vervolgt.
Henk
Laatst bewerkt:
Stoompomp
In Memoriam
Soms heb je als modelbouwer ergens geen gevoel of het goed zit.
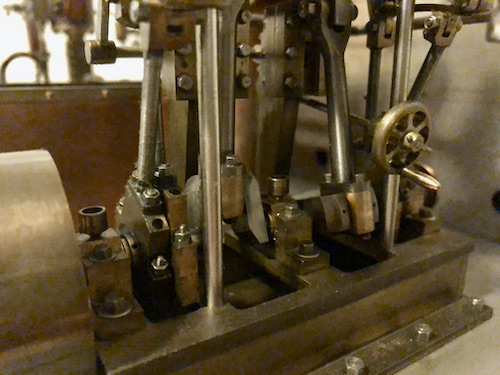
De kruishoofden zijn gereed en passen mooi in de gaffels van de drijfstangen, zie foto.

Nu over het gevoel.
De kruklagers had ik voor het bevestigen, op de machine vloer gelijmd met een AC lijm.
Door ongeduld heb ik niet afgewacht of de lijm was uitgehard.
Door stoten verschoof het geheel, resultaat een uitlijningsfout van meer dan 0,5 mm op 60mm.
Frustratie alom.
Na het inschenken en nuttigen van een Ketel 1, bedacht ik, dat ook een Forum lid een dergelijk probleem had, verkeerde boring: https://www.modelbouwforum.nl/threads/bouw-van-debbie-tweetakt-motor.272629/page-11#post-4107043
Op de foto is te zie, dat twee van de drie lagerhuizen vastgeschroefd zijn.
In plaats van een nieuwe machine vloer, ga ik nu messing M3 inserts gebruiken op de plaats van de verschoven boringen van de eerste twee lagerhuizen.
Zoals eerder geschreven, modelbouw is als een Engelse wals, drie vooruit, twee naar achter.
Maar goed, in deze Corona tijd houdt het je van de straat.
Wordt vervolgt, Henk
De kruishoofden zijn gereed en passen mooi in de gaffels van de drijfstangen, zie foto.
Nu over het gevoel.
De kruklagers had ik voor het bevestigen, op de machine vloer gelijmd met een AC lijm.
Door ongeduld heb ik niet afgewacht of de lijm was uitgehard.
Door stoten verschoof het geheel, resultaat een uitlijningsfout van meer dan 0,5 mm op 60mm.
Frustratie alom.
Na het inschenken en nuttigen van een Ketel 1, bedacht ik, dat ook een Forum lid een dergelijk probleem had, verkeerde boring: https://www.modelbouwforum.nl/threads/bouw-van-debbie-tweetakt-motor.272629/page-11#post-4107043
Op de foto is te zie, dat twee van de drie lagerhuizen vastgeschroefd zijn.
In plaats van een nieuwe machine vloer, ga ik nu messing M3 inserts gebruiken op de plaats van de verschoven boringen van de eerste twee lagerhuizen.
Zoals eerder geschreven, modelbouw is als een Engelse wals, drie vooruit, twee naar achter.
Maar goed, in deze Corona tijd houdt het je van de straat.
Wordt vervolgt, Henk
Jan Walpot
verslagschrijvers
Even pech maar nog niets verloren.
Stoompomp
In Memoriam
Ik had in de machine vloer vier boringen M2 gemaakt voor 2 van de 3 krukaslagers.
De plaats van het middelste lager was goed, maar stond scheef.
Dus 3 boringen zijn fout, 2 st. van het buiten lager en 1 van het binnenlager, vandaar dat de krukas scheef stond.
In de verkeerde boringen, na opboren ø2,5mm en M3 tappen, heb ik de messing inserts met Locktite in de Al basis vastgeschroefd.

De volgende stap is he boren van de tapboringen voor M2 schroefdraad.

Morgen verder.
Groet, Henk
De plaats van het middelste lager was goed, maar stond scheef.
Dus 3 boringen zijn fout, 2 st. van het buiten lager en 1 van het binnenlager, vandaar dat de krukas scheef stond.
In de verkeerde boringen, na opboren ø2,5mm en M3 tappen, heb ik de messing inserts met Locktite in de Al basis vastgeschroefd.
De volgende stap is he boren van de tapboringen voor M2 schroefdraad.
Morgen verder.
Groet, Henk
Henk, soms zit het mee, en soms zit het tegen.De plaats van het middelste lager was goed, maar stond scheef.
Maar ik verwacht dat je het wel goed krijgt.
Succes en de groetjes,
Ruud.
Jan Walpot
verslagschrijvers
Succes Henk.
Groet, Jan.
Groet, Jan.
Waarom messing en geen aluminium inserts ?Ik had in de machine vloer vier boringen M2 gemaakt voor 2 van de 3 krukaslagers.
De plaats van het middelste lager was goed, maar stond scheef.
Dus 3 boringen zijn fout, 2 st. van het buiten lager en 1 van het binnenlager, vandaar dat de krukas scheef stond.
In de verkeerde boringen, na opboren ø2,5mm en M3 tappen, heb ik de messing inserts met Locktite in de Al basis vastgeschroefd.
Bekijk bijlage 426855
De volgende stap is he boren van de tapboringen voor M2 schroefdraad.
Bekijk bijlage 426856
Morgen verder.
Groet, Henk
Dirk
Stoompomp
In Memoriam
Omdat ik genoeg messing rond hebt.
Bij het boren vandaag bij een boring liep de boor weg van de messing insert naar het zachtere aluminium.
Achteraf had ik de insert beter in M4 moeten maken.
Morgen uit een aluminium plaat een insert maken uit aluminium, M3 of M4 afhankelijk hoe de oude eruit komt.
Groet, Henk.
Bij het boren vandaag bij een boring liep de boor weg van de messing insert naar het zachtere aluminium.
Achteraf had ik de insert beter in M4 moeten maken.
Morgen uit een aluminium plaat een insert maken uit aluminium, M3 of M4 afhankelijk hoe de oude eruit komt.
Groet, Henk.
Omdat ik genoeg messing rond hebt.
Bij het boren vandaag bij een boring liep de boor weg van de messing insert naar het zachtere aluminium.
Achteraf had ik de insert beter in M4 moeten maken.
Morgen uit een aluminium plaat een insert maken uit aluminium, M3 of M4 afhankelijk hoe de oude eruit komt.
Groet, Henk.
Dat was dus waarom ik vroeg : waarom messing i.p.v. aluminium .

Dirk
Stoompomp
In Memoriam
Dirk,
Zojuist de oude messing insert met een frees ø2mm en daarna met ø3mm uitgeboord.
Ik heb fresen gebruikt, daar deze niet zijdelings verschuiven, eerst met ø2 de ziel eruit en dan met ø3mm de draad weg.
Ondertussen heb ik ook een afval stuk aluminium vierkant 10mm dik gevonden.
Dus de nieuwe insert wordt aluminium M4, opboren naar ø3,3mm en draadtappen.
Overigens, deze zal naast lijmen met Lock-Tite ook met een zijdelingse borg worden vastgehouden.
Komt tijd komt raad, maar soms niet op tijd.
Maar zonder commentaar, raad krijg je nooit een beter product.
Bedankt voor je inbreng.
Groet, Henk.
Zojuist de oude messing insert met een frees ø2mm en daarna met ø3mm uitgeboord.
Ik heb fresen gebruikt, daar deze niet zijdelings verschuiven, eerst met ø2 de ziel eruit en dan met ø3mm de draad weg.
Ondertussen heb ik ook een afval stuk aluminium vierkant 10mm dik gevonden.
Dus de nieuwe insert wordt aluminium M4, opboren naar ø3,3mm en draadtappen.
Overigens, deze zal naast lijmen met Lock-Tite ook met een zijdelingse borg worden vastgehouden.
Komt tijd komt raad, maar soms niet op tijd.
Maar zonder commentaar, raad krijg je nooit een beter product.
Bedankt voor je inbreng.
Groet, Henk.
Laatst bewerkt:
Stoompomp
In Memoriam
De meeste tijd heb ik verloren met het uitzagen het reststukje aluminium plaat dik 10mm en afdraaien en bewerken naar schroefdraad M4.
De inserts zijn nu gemaakt uit aluminium M4, gelijmd met Lock-tite, en geborgd met een messing punt stift.

Na uitharden kan ik het derde lager op de juiste plaats monteren.
Wordt vervolgd, Henk
De inserts zijn nu gemaakt uit aluminium M4, gelijmd met Lock-tite, en geborgd met een messing punt stift.
Na uitharden kan ik het derde lager op de juiste plaats monteren.
Wordt vervolgd, Henk