Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Je gebruikt een verouderde webbrowser. Het kan mogelijk deze of andere websites niet correct weergeven.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
KNRM Valentijn Class scale 1:7
- Topicstarter haje74
- Startdatum
Ik denk wat er voor dit topic ook meespeelt, is dat je je nu in specialistisch vaarwater begeeft waar maar weinig mensen hier kennis van hebben (ik in ieder geval alvast niet). Dan is het ook al veel moeilijker om inhoudelijk commentaar te geven, en ik houd dan liever mijn mond en lees dus alleen...
Ja dat klopt ook wel.
Heb ik alleen zelf ook last van; ik weet het ook niet allemaal precies
Toch vindt ik dat er eigenlijk per definitie geen domme vragen of opmerkingen bestaan (binnen bepaalde grenzen natuurlijk)...
Ik hoop daarom dat niemand zich bezwaard voelt om gewoon zijn/haar inzichten te delen. Zonder input van anderen lukt het mij niet voldoende om alle problematiek van alle kanten te bekijken en tot goed oplossingen te komen (2 weten meer dan 1 etc. )
)
Groetjes,
HJ
Heb ik alleen zelf ook last van; ik weet het ook niet allemaal precies
Toch vindt ik dat er eigenlijk per definitie geen domme vragen of opmerkingen bestaan (binnen bepaalde grenzen natuurlijk)...
Ik hoop daarom dat niemand zich bezwaard voelt om gewoon zijn/haar inzichten te delen. Zonder input van anderen lukt het mij niet voldoende om alle problematiek van alle kanten te bekijken en tot goed oplossingen te komen (2 weten meer dan 1 etc.
) Groetjes,
HJ
Laatst bewerkt:
Je begeeft je op redelijk onbekend terrein.
En er zijn steeds minder model jet drives te koop om een vergelijk te hebben.
In Australië en GB zijn er twee bezig met eigenbouw drives, echter beide zijn ze de commerciële weg opgegaan. Dus delen van info ho maar.
Het is erg slim om een ontwerp te maken waarin je verschillende impellers kunt testen.
Ik volg je draad dan ook met veel interesse!
En er zijn steeds minder model jet drives te koop om een vergelijk te hebben.
In Australië en GB zijn er twee bezig met eigenbouw drives, echter beide zijn ze de commerciële weg opgegaan. Dus delen van info ho maar.
Het is erg slim om een ontwerp te maken waarin je verschillende impellers kunt testen.
Ik volg je draad dan ook met veel interesse!
Je bouwverslag volg ik met belangstelling omdat voor mij onbekende technieken me steeds boeien. Onbekend wil helaas ook zeggen dat ik geen feedback kan geven, maar ik wil je best wat aanmoedigen als dat je een beetje meer zelfvertrouwen en bouw goesting geeft.
succes met de verdee ontwikkeling van je experiment,
vgr Marc
succes met de verdee ontwikkeling van je experiment,
vgr Marc
Kareltje
verslagschrijvers
Hoi,
Ik volg je draadje ook al enige tijd.
Ik ben zelf ook bezig met een jet-aandrijving. Dit zijn jets van graupner voor in de Azimut Atlantic Challenger. Echter heb ik verder geen kennis in het optimaliseren van jets en kijk dus met volle bewondering met je mee. Gelukkig waren alle onderdelen dan ook al kant-en-klaar voor montage.
Bij deze nog dank voor het excel-sheet. Ik ga hier van het weekend mee aan de slag en ben benieuwd of de verkregen snelheid ook zal matchen met de werkelijke vaarsnelheid van het model.
Mvg,
Karel
Ik volg je draadje ook al enige tijd.
Ik ben zelf ook bezig met een jet-aandrijving. Dit zijn jets van graupner voor in de Azimut Atlantic Challenger. Echter heb ik verder geen kennis in het optimaliseren van jets en kijk dus met volle bewondering met je mee. Gelukkig waren alle onderdelen dan ook al kant-en-klaar voor montage.
Bij deze nog dank voor het excel-sheet. Ik ga hier van het weekend mee aan de slag en ben benieuwd of de verkregen snelheid ook zal matchen met de werkelijke vaarsnelheid van het model.
Mvg,
Karel
Ben ik weer...
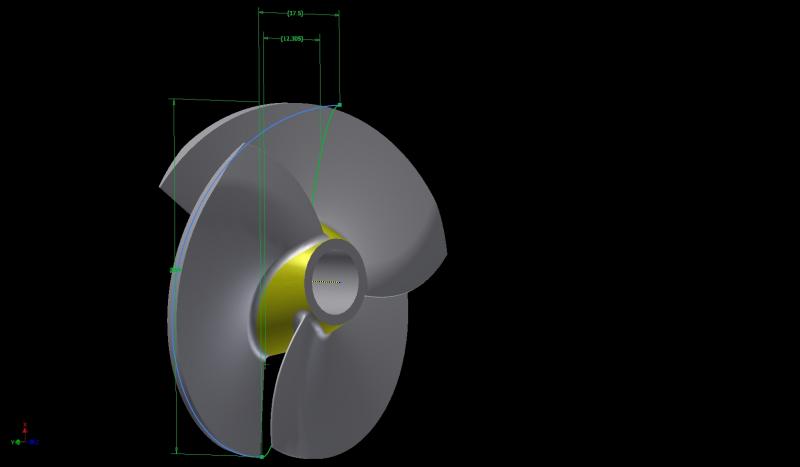
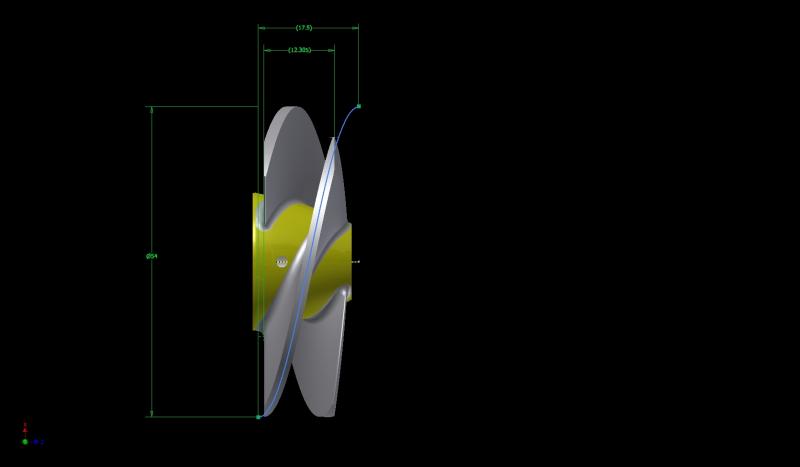
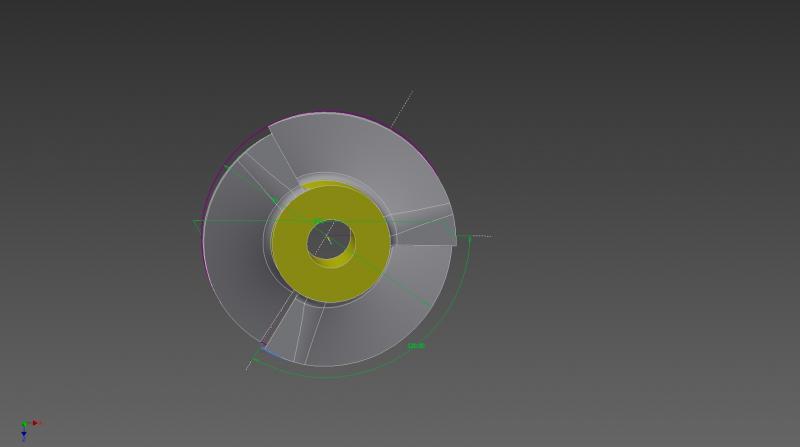
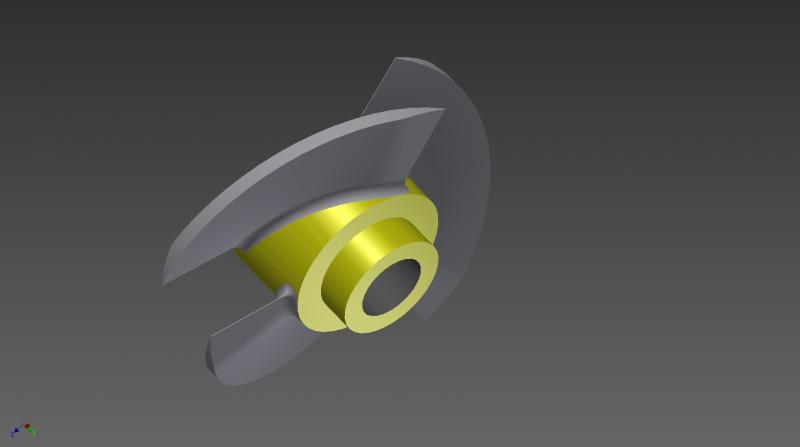
Omdat de 1ste impellor aangepast is, volgt de 2de natuurlijk ook: Dit is nu ook een 3-blad geworden.
Het idee is naar voortschrijdend inzicht ontstaan dat we voor lage torque toepassingen (standaard Zenoah direct-drive) een 3-blads set als oplossing bieden en bij zwaardere motorisering een set 4 blads impellors kunnen bieden.
Deze oplossing komt voornamelijk doordat de naaf lengte van de 2de impellor beperkt is en we minimale ruimte willen tussen de impellors en de stators. Grote tussenruimte is slecht voor de efficiency van de totale unit.
Het kan zijn dat behalve uitwisselbare impellors/stators ook de schroefas uitwisselbaar moet zijn omdat de 1ste impellor bij een grotere spoed waarschijnlijk ook een langere kogelvormige naaf nodig heeft. Maar dat is voor later...
Ik zal straks een paar plaatjes posten van het nieuwe design.
Omdat de 1ste impellor aangepast is, volgt de 2de natuurlijk ook: Dit is nu ook een 3-blad geworden.
Het idee is naar voortschrijdend inzicht ontstaan dat we voor lage torque toepassingen (standaard Zenoah direct-drive) een 3-blads set als oplossing bieden en bij zwaardere motorisering een set 4 blads impellors kunnen bieden.
Deze oplossing komt voornamelijk doordat de naaf lengte van de 2de impellor beperkt is en we minimale ruimte willen tussen de impellors en de stators. Grote tussenruimte is slecht voor de efficiency van de totale unit.
Het kan zijn dat behalve uitwisselbare impellors/stators ook de schroefas uitwisselbaar moet zijn omdat de 1ste impellor bij een grotere spoed waarschijnlijk ook een langere kogelvormige naaf nodig heeft. Maar dat is voor later...
Ik zal straks een paar plaatjes posten van het nieuwe design.
Laatst bewerkt:
Mooi!
Ga je een wasmodel laten printen, en dan van metaal laten vervaardigen?
Of direct in alupoeder printen SLS of iets dergelijks?
En puur uit nieuwsgierigheid, gebruik je AutoDesk Inventor?
Ga je een wasmodel laten printen, en dan van metaal laten vervaardigen?
Of direct in alupoeder printen SLS of iets dergelijks?
En puur uit nieuwsgierigheid, gebruik je AutoDesk Inventor?
Om financiële redenen laat ik de eerst modellen in rvs-brons printen. Je kunt de beschrijving van het proces in post # 191 teruglezen.
Deze modellen kosten tussen de €50,- en €60,- per stuk en dat is in vergelijking tot andere materialen/processen nog relatief goedkoop. Een wax print is aanzienlijk duurder en dan komt er nog een heel proces achteraan.
Als ik tevreden ben met het ontwerp van de prints dan overweeg ik om van de prints deelbare mallen te maken (volgens mij een huzarenstukje op zich; ik weet nog niet of dat enigsinds te doen is) zodat ik t.z.t. mijn eigen wax modellen kan maken.
Deze modellen kosten tussen de €50,- en €60,- per stuk en dat is in vergelijking tot andere materialen/processen nog relatief goedkoop. Een wax print is aanzienlijk duurder en dan komt er nog een heel proces achteraan.
Als ik tevreden ben met het ontwerp van de prints dan overweeg ik om van de prints deelbare mallen te maken (volgens mij een huzarenstukje op zich; ik weet nog niet of dat enigsinds te doen is) zodat ik t.z.t. mijn eigen wax modellen kan maken.
Laatst bewerkt:
Zolang je in een vlakke projectie geen overlappende delen hebt, kun je iedere impeller deelbaar maken. Echter jou ontwerpen hebben overlap, en dan is dat uitgesloten (niet helemaal waar, echter is er een complex malontwerp voor nodig met een draaibare kern om te kunnen lossen)
Heb jaren kunststof spuitgiet matrijzen ontworpen beroepsmatig.
Heb jaren kunststof spuitgiet matrijzen ontworpen beroepsmatig.
Hoi Michiel,
Dat is idd een punt waar we nog naar moeten kijken.
momenteel is het nog niet aan de orde maar het is wel iets waar we in de toekomst andere oplossingen voor moeten vinden. Voorlopig willen we het oplossen door de interne onderdelen in metaal te printen.
Een voorste impellor zonder overlappende bladen is iets wat ik eigenlijk niet wil want die zijn lang niet zo efficiënt als impellors met overlap.
De tegendruk achter de impellor zorgt dan voor 'lekkage' in tegengestelde richting tussen de bladen door wat zich uit als extreme slip en er cavitatie kan optreden. Hierdoor stagneert de vervolgens de laminaire flow in de intake wat de efficiency nog verder naar beneden haalt.
Voor de 2de impellor is het minder erg omdat de waterdruk van de 1ste impellor de lekkage min of meer opheft.
Alles staat dus zeg maar in direct verband met elkaar...
Dat is idd een punt waar we nog naar moeten kijken.
momenteel is het nog niet aan de orde maar het is wel iets waar we in de toekomst andere oplossingen voor moeten vinden. Voorlopig willen we het oplossen door de interne onderdelen in metaal te printen.
Een voorste impellor zonder overlappende bladen is iets wat ik eigenlijk niet wil want die zijn lang niet zo efficiënt als impellors met overlap.
De tegendruk achter de impellor zorgt dan voor 'lekkage' in tegengestelde richting tussen de bladen door wat zich uit als extreme slip en er cavitatie kan optreden. Hierdoor stagneert de vervolgens de laminaire flow in de intake wat de efficiency nog verder naar beneden haalt.
Voor de 2de impellor is het minder erg omdat de waterdruk van de 1ste impellor de lekkage min of meer opheft.
Alles staat dus zeg maar in direct verband met elkaar...
Laatst bewerkt:
Ik kan je verhaal volgen, en de schaal 1 op 1 impellors zijn praktisch altijd overlappend. Zelfs die van PWC's!
Als de geprinte impellers voldoende sterk zijn een prima alternatief.
Ben alleen benieuwd naar de afwerking. Nabewerken is erg lastig door die overlap.
Afgelopen vrijdag nog 2 uur zitten schuren, vijlen en snijden aan een filament model van PLA.
Was wel onder de indruk van de sterkte. Komt zeer dicht in de buurt van een equivalent volgens de spuitgiet matrijs productie methode (serie productie).
Motorsteunen en servo bakken zijn zo prima te maken, hetgeen hier al gebeurd links en rechts op het forum")
Als de geprinte impellers voldoende sterk zijn een prima alternatief.
Ben alleen benieuwd naar de afwerking. Nabewerken is erg lastig door die overlap.
Afgelopen vrijdag nog 2 uur zitten schuren, vijlen en snijden aan een filament model van PLA.
Was wel onder de indruk van de sterkte. Komt zeer dicht in de buurt van een equivalent volgens de spuitgiet matrijs productie methode (serie productie).
Motorsteunen en servo bakken zijn zo prima te maken, hetgeen hier al gebeurd links en rechts op het forum
Ik heb eerder eens een aantal onderdelen ook in PLA laten printen, puur om te zien hoe e.e.a. in elkaar past (dit is nog met het oude nozzle ontwerp, overgenomen van de originele MHZ-unit):



Op dit moment zijn er tekeningen in de maak voor het printen van vormdelen die gebruikt kunnen worden om de cavities in de gietzand-mallen te kunnen maken. Dit gaat voorlopig om de gietzand-mallen voor de intake en voor de impellor-behuizing. Hier een voorstelling van een aantal van de onderdelen voor het gieten van de intake:
Het gele onderdeel stelt de helft van het flow-kanaal voor dat door de intake heen loopt. Ik heb de deelnaad op de centerlijn geplaats omdat dat de enige manier is om tot een lossende vorm te komen. De vormdelen worden straks gebruikt om een deelbare mal op te maken waar later de zandkern in gemaakt kan worden die vlak voor het gietproces in de deelbare gietzand-mal geplaatst en opgesloten wordt. De zandkern ligt dan "zwevend" in de gietzand-mal, gefixeerd door de verlenging aan de uiteinden (het blok aan de ene kant en de langere cilindervorm aan de andere kant).
Het paarse onderdeel stelt de halve vorm van het uiteindelijke gietstuk voor en wordt gebruikt om gecombineerd met het gele deel de afdruk van de cavity in de gietzand-mal te maken.
Om te voorkomen dat de zandkern instort kan die bijvoorbeeld voorbehandelt worden met stikstof. De toevoegingen (lijnzaad-olie) in het zand reageren door blootstellen aan stikstof waardoor het zand beter verkleeft en enigsinds rigide eigenschappen krijgt. Dit kan door met een naald stikstof in de zandkern te blazen wanneer deze nog in de mal zit.
Ook heb ik een methode gezien waarbij een zandkern voorzichtig uit de mal gehaald wordt en in een luchtdichte doos gelegd samen met een schaaltje waarin een chemische reactie op gang gebracht wordt door 2 vloeistoffen te mengen die samen stikstof produceren. Dan doen ze gauw de deksel erop en wacht en tot de stikstof in het zand is gedrongen. Ik weet niet wat in mijn geval het beste werkt, of dat dat laatste misschien een nabehandeling is? Ik ga t.z.t. wel wat proberen.
Hier een filmpje over hoe je op weer een andere manier ook een zandkern kunt maken (hij bakt hem af thuis in de oven in de keuken") )
)
Alle onderdelen worden uitgevoerd in een linker- en rechterhelft en zijn op de deelnaad voorzien van gaten voor paspennen. Op die manier is het mogelijk om in een deelbare gietzand mal een lossende productafdruk inclusief gietkanalen, ontluchtingskanalen en een gecentreerde zandkern te verkrijgen. Zo kan ik per maldeel voorzichtig het vormdeel uit de cavity peuteren, de zandkern plaatsen en de mal sluiten. Althans dat is de theorie erachter... Het gietkanaal wordt appart aangebracht dus die staat niet in de tekening.
Een schets die verduidelijkt van wat uiteindelijk de bedoeling is. Voor het plaatsen van de kern ligt de mal op zijn kant; daarna moet hij voorzichtig rechtop gezet worden voor het gieten. Dit is anders dan wat ik in de meeste filmpjes heb gezien, maar ik kan geen andere manier bedenken; op deze manier is de vorm nu eenmaal lossend. Als ik de deelnaad van de gietmal over een andere as plaats en het product dus onder een andere hoek staat tijdens het gieten (bijvoorbeeld horizontaal) ben ik bang dat de eigenschappen van het aluminium te veel variëren door het product heen. De vorm van de intake is naar mijn mening dusdanig dat dit de beste oplossing is, ook wat betreft het plaatsen van de zandkern.
En een schets van het uiteindelijke gietstuk. Het is de bedoeling dat de gietstukken m.b.v. een (CNC) draai- en freesbank nabewerkt worden. Het aangiet kanaal en de oplopers zaag ik er met de hand af, die kunnen dan later weer omgesmolten worden.
Alle materialen die ik nodig heb om dit te kunnen maken zoals gietzand, olie etc zijn verkrijgbaar bij bijvoorbeeld kunstenaars winkels die gespecialiseerd zijn in bronsgieten. Op YouTube zijn heel veel filmpjes beschikbaar over hobbymatig gietwerk, en het zelf bouwen van een fornuis dat goed genoeg is voor het smelten van aluminium. Allemaal relatief low-budget. Ik wil het wel zo veilig mogelijk doen dus het moet wel een fatsoenlijk apparaat worden. Geen gat in de grond zeg maar maar een nette oven bijvoorbeeld gebouwd van een degelijk CV overdruk vat, of in een 25 liter-blik of zo iets degelijks.
Het wordt op veel manieren gedaan en er zijn zat how-to's te vinden op het Internet:
https://www.youtube.com/results?search_query=build+a+furnace
En zo zij er veel! Ook over zandgieten:
https://www.youtube.com/results?search_query=sand+casting
En last but not least; de playlist van "The Backyard Foundry":
https://www.youtube.com/playlist?list=PLD2A7F5FD2D3C3088
Belangrijkste aspect van zelf gietwerk maken is en blijft je persoonlijke veiligheid; vocht is gevaarlijk; wanneer een druppel aluminimum van 700 °C in aanraking komt met water kan dat een stoomexplosie geven met alle gevolgen van dien. Er zijn veel mensen lelijk verbrand door rondvliegen vloeibaar metaal. Dus niet alleen goed gereedschap zoals een veilige, goed werkende oven, een goede kroes en fatsoenlijke grijptangen maar ook de juiste persoonlijke bescherming zoals volgelaatsmasker, handschoenen en lasschort is dan ook een must.
Ik ben me bewust van het gevaar dus we gaan het zien als het allemaal zover is.
Zo dat was denk ik de langste update die ik hier ooit geplaatst heb... veel leesplezier!
Op dit moment zijn er tekeningen in de maak voor het printen van vormdelen die gebruikt kunnen worden om de cavities in de gietzand-mallen te kunnen maken. Dit gaat voorlopig om de gietzand-mallen voor de intake en voor de impellor-behuizing. Hier een voorstelling van een aantal van de onderdelen voor het gieten van de intake:
Het gele onderdeel stelt de helft van het flow-kanaal voor dat door de intake heen loopt. Ik heb de deelnaad op de centerlijn geplaats omdat dat de enige manier is om tot een lossende vorm te komen. De vormdelen worden straks gebruikt om een deelbare mal op te maken waar later de zandkern in gemaakt kan worden die vlak voor het gietproces in de deelbare gietzand-mal geplaatst en opgesloten wordt. De zandkern ligt dan "zwevend" in de gietzand-mal, gefixeerd door de verlenging aan de uiteinden (het blok aan de ene kant en de langere cilindervorm aan de andere kant).
Het paarse onderdeel stelt de halve vorm van het uiteindelijke gietstuk voor en wordt gebruikt om gecombineerd met het gele deel de afdruk van de cavity in de gietzand-mal te maken.
Om te voorkomen dat de zandkern instort kan die bijvoorbeeld voorbehandelt worden met stikstof. De toevoegingen (lijnzaad-olie) in het zand reageren door blootstellen aan stikstof waardoor het zand beter verkleeft en enigsinds rigide eigenschappen krijgt. Dit kan door met een naald stikstof in de zandkern te blazen wanneer deze nog in de mal zit.
Ook heb ik een methode gezien waarbij een zandkern voorzichtig uit de mal gehaald wordt en in een luchtdichte doos gelegd samen met een schaaltje waarin een chemische reactie op gang gebracht wordt door 2 vloeistoffen te mengen die samen stikstof produceren. Dan doen ze gauw de deksel erop en wacht en tot de stikstof in het zand is gedrongen. Ik weet niet wat in mijn geval het beste werkt, of dat dat laatste misschien een nabehandeling is? Ik ga t.z.t. wel wat proberen.
Hier een filmpje over hoe je op weer een andere manier ook een zandkern kunt maken (hij bakt hem af thuis in de oven in de keuken
)
Alle onderdelen worden uitgevoerd in een linker- en rechterhelft en zijn op de deelnaad voorzien van gaten voor paspennen. Op die manier is het mogelijk om in een deelbare gietzand mal een lossende productafdruk inclusief gietkanalen, ontluchtingskanalen en een gecentreerde zandkern te verkrijgen. Zo kan ik per maldeel voorzichtig het vormdeel uit de cavity peuteren, de zandkern plaatsen en de mal sluiten. Althans dat is de theorie erachter... Het gietkanaal wordt appart aangebracht dus die staat niet in de tekening.
Een schets die verduidelijkt van wat uiteindelijk de bedoeling is. Voor het plaatsen van de kern ligt de mal op zijn kant; daarna moet hij voorzichtig rechtop gezet worden voor het gieten. Dit is anders dan wat ik in de meeste filmpjes heb gezien, maar ik kan geen andere manier bedenken; op deze manier is de vorm nu eenmaal lossend. Als ik de deelnaad van de gietmal over een andere as plaats en het product dus onder een andere hoek staat tijdens het gieten (bijvoorbeeld horizontaal) ben ik bang dat de eigenschappen van het aluminium te veel variëren door het product heen. De vorm van de intake is naar mijn mening dusdanig dat dit de beste oplossing is, ook wat betreft het plaatsen van de zandkern.
En een schets van het uiteindelijke gietstuk. Het is de bedoeling dat de gietstukken m.b.v. een (CNC) draai- en freesbank nabewerkt worden. Het aangiet kanaal en de oplopers zaag ik er met de hand af, die kunnen dan later weer omgesmolten worden.
Alle materialen die ik nodig heb om dit te kunnen maken zoals gietzand, olie etc zijn verkrijgbaar bij bijvoorbeeld kunstenaars winkels die gespecialiseerd zijn in bronsgieten. Op YouTube zijn heel veel filmpjes beschikbaar over hobbymatig gietwerk, en het zelf bouwen van een fornuis dat goed genoeg is voor het smelten van aluminium. Allemaal relatief low-budget. Ik wil het wel zo veilig mogelijk doen dus het moet wel een fatsoenlijk apparaat worden. Geen gat in de grond zeg maar maar een nette oven bijvoorbeeld gebouwd van een degelijk CV overdruk vat, of in een 25 liter-blik of zo iets degelijks.
Het wordt op veel manieren gedaan en er zijn zat how-to's te vinden op het Internet:
https://www.youtube.com/results?search_query=build+a+furnace
En zo zij er veel! Ook over zandgieten:
https://www.youtube.com/results?search_query=sand+casting
En last but not least; de playlist van "The Backyard Foundry":
https://www.youtube.com/playlist?list=PLD2A7F5FD2D3C3088
Belangrijkste aspect van zelf gietwerk maken is en blijft je persoonlijke veiligheid; vocht is gevaarlijk; wanneer een druppel aluminimum van 700 °C in aanraking komt met water kan dat een stoomexplosie geven met alle gevolgen van dien. Er zijn veel mensen lelijk verbrand door rondvliegen vloeibaar metaal. Dus niet alleen goed gereedschap zoals een veilige, goed werkende oven, een goede kroes en fatsoenlijke grijptangen maar ook de juiste persoonlijke bescherming zoals volgelaatsmasker, handschoenen en lasschort is dan ook een must.
Ik ben me bewust van het gevaar dus we gaan het zien als het allemaal zover is.
Zo dat was denk ik de langste update die ik hier ooit geplaatst heb... veel leesplezier!
Laatst bewerkt door een moderator:
Kareltje
verslagschrijvers
Dat ziet er weer zeer indrukwekkend uit!
Ik heb eerlijk gezegd een vraag over de roosters.
O.a. in je postnr 48 zie ik dat je de roosters in de intake lijmt. Is dit een bewuste keuze ipv een demontabele rooster?
Een demontabel rooster biedt namelijk nog de nodige mogelijkheden om mee te experimenteren, zoals wel of geen scoop, 2 stijlen of 3 stijlen.
Hier een tweetal foto's van een demontabel rooster. Wellicht brengt dit je op een idee.


In de laatste foto is het rooster eruit, je kunt nu vrij gemakkelijk een ander rooster plaatsen, bv een rooster zonder scoop, om te testen voor verschillen.
groet,
Karel
Ik heb eerlijk gezegd een vraag over de roosters.
O.a. in je postnr 48 zie ik dat je de roosters in de intake lijmt. Is dit een bewuste keuze ipv een demontabele rooster?
Een demontabel rooster biedt namelijk nog de nodige mogelijkheden om mee te experimenteren, zoals wel of geen scoop, 2 stijlen of 3 stijlen.
Hier een tweetal foto's van een demontabel rooster. Wellicht brengt dit je op een idee.
In de laatste foto is het rooster eruit, je kunt nu vrij gemakkelijk een ander rooster plaatsen, bv een rooster zonder scoop, om te testen voor verschillen.
groet,
Karel
Laatst bewerkt door een moderator:
Rooster
Hoi Karel,
Ook dat rooster wordt niet verlijmt, maar d.m.v. 4 M4 boutjes over/in de intake van de jet geplaatst.
Ik heb het rooster zo gemaakt omdat de huid van de romp daar ongeveer 6 mm dik is (5 mm PVC schuim met aan weerszijden een laminaat; 220 carbon twill als ik me niet vergis).
De bedoeling is om te experimenteren door bijvoorbeeld halverwege de stijlen onder een hoek een dwarsfin (scoop) te plaatsen, om het aangezogen water beter langs het dak van de intake tunnel te geleiden. Hierdoor krijgt de 1ste impellor meer water aangeboden boven de schroef-as, waardoor de jet betere prestaties zou kunnen leveren
Het driehoekige vlak voor de intake is wat aan de korte kant, maar dat heeft er mee te maken dat ik destijds al over wilde stappen naar twins en ik de romp wilde kunnen mallen zonder al te veel reparatie werk... Bij single stage is het wenselijk dat wat langer te maken zoals Kuperus al aangeeft.
De intake van nieuwe jet heeft vooraan een verdikking in het dak van de tunnel zitten. Hier kan later een uitsparing ingefreesd worden waar de voorzijde van een intake-rooster aan bevestigd kan worden, een beetje gelijkend op de jet intake op jouw fotos. Ik zal wel eens een schetsje plaatsen zodat je kunt zien wat ik bedoel.
Hoi Karel,
Ook dat rooster wordt niet verlijmt, maar d.m.v. 4 M4 boutjes over/in de intake van de jet geplaatst.
Ik heb het rooster zo gemaakt omdat de huid van de romp daar ongeveer 6 mm dik is (5 mm PVC schuim met aan weerszijden een laminaat; 220 carbon twill als ik me niet vergis).
De bedoeling is om te experimenteren door bijvoorbeeld halverwege de stijlen onder een hoek een dwarsfin (scoop) te plaatsen, om het aangezogen water beter langs het dak van de intake tunnel te geleiden. Hierdoor krijgt de 1ste impellor meer water aangeboden boven de schroef-as, waardoor de jet betere prestaties zou kunnen leveren
Het driehoekige vlak voor de intake is wat aan de korte kant, maar dat heeft er mee te maken dat ik destijds al over wilde stappen naar twins en ik de romp wilde kunnen mallen zonder al te veel reparatie werk... Bij single stage is het wenselijk dat wat langer te maken zoals Kuperus al aangeeft.
De intake van nieuwe jet heeft vooraan een verdikking in het dak van de tunnel zitten. Hier kan later een uitsparing ingefreesd worden waar de voorzijde van een intake-rooster aan bevestigd kan worden, een beetje gelijkend op de jet intake op jouw fotos. Ik zal wel eens een schetsje plaatsen zodat je kunt zien wat ik bedoel.
Hier de foto van post #48. De leading-edge (waar de voorkant van de rooster-spijlen aan vast zitten) van het rooster sluit mooi aan op het dak van de tunnel van de intake.

Hier een schets ter verduidelijking. Een beetje onduidelijk misschien (gek hoe het kan lopen...); de schets rechtsonder stelt de doorsnede gezien van de zijkant voor. De extra scoop zit halverwege de intake-opening. De 'triangle', het driehoekige vlak kan ik strokend opdikken met plamuur om een betere aanstroming naar de intake te verkrijgen. Idealiter is de triangle veel langer, maar zoals gezegd wil ik daar niet aan beginnen. eerst maar eens zien:
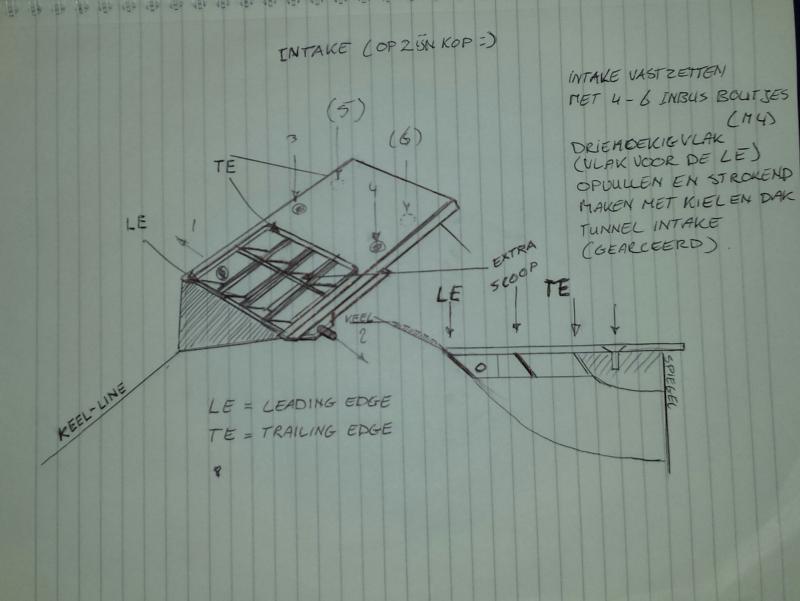
Misschien toch 6 boutjes...?
Hier een schets ter verduidelijking. Een beetje onduidelijk misschien (gek hoe het kan lopen...
); de schets rechtsonder stelt de doorsnede gezien van de zijkant voor. De extra scoop zit halverwege de intake-opening. De 'triangle', het driehoekige vlak kan ik strokend opdikken met plamuur om een betere aanstroming naar de intake te verkrijgen. Idealiter is de triangle veel langer, maar zoals gezegd wil ik daar niet aan beginnen. eerst maar eens zien:
Misschien toch 6 boutjes...?
Laatst bewerkt door een moderator:
Hier de tds van het productieproces van de impellor:
420 Stainless Steel infiltrated with Bronze
ExOne’s 3D Printed 420 Stainless Steel infiltrated with Bronze is a matrix material composed of 60% stainless steel and 40% bronze infiltrant. This material offers good mechanical properties, is available in both an annealed and non-annealed condition, is able to be machined, welded and polished, and offers excellent wear resistance.
Applications
This material system is ideally suited for parts exposed to highly abrasive environments such as pump components, and parts for down-hole drilling and mining equipment. Additional applications include industrial components, molds, tooling, art objects and decorative hardware.
Composition
Stainless Steel: Alloy 420 Bronze: 90% Cu / 10% Sn
Printing
420 SS / Bronze Printed part
Using binder jetting technology, ExOne’s state-of-the-art 3D Printing machines produce parts directly from CAD models by precisely controlling the jetting of binder onto a powder bed, and then subsequently spreading new layers of powder. This process is repeated until the part is completed. This 3D Printing process offers increased design flexibility, reduced manufacturing cost and shortened lead times.
Post Processing
After printing is complete, the parts are cured in an oven, which enables the parts to be handled. After curing, the parts are sintered and infiltrated with bronze above 1100°C. Cool down can be varied to control the machinability and hardness of the material.
Typical Material Properties
Material Properties
420SS / Bronze Tensile Strength
Ultimate Strength 72 ksi (496 MPa)
Yield Strength (0.2% offset) 62 ksi (427 MPa)
Elastic Modulus 21.4 Mpsi (147 GPa)
Elongation 2.3%
Hardness 97 HRb
Fractional Density 95%+
Density 0.284 lbs/in3 (7.86 g/cm3)
Machinability Conventionally machinable
Weldability Use silicone bronze rod & TIG weld
Thermal Conductivity 13 BTU/hr ft °F (22.6 W/m°K)
Specific Heat 0.114 BTU/lb °F (478 J/kg°K)
Thermal Expansion Coefficient 7.4 x 10-6/°F (13.4 x 10-6/°K)
Surface Finish
After sintering: ≈ 600 μin Ra*(15 μm Ra)
Bead blasting: ≈ 300 μin Ra*(7.5 μm Ra)
Barrel finishing: ≈ 50 μin Ra*(1.25 μm Ra)
420 Stainless Steel infiltrated with Bronze
ExOne’s 3D Printed 420 Stainless Steel infiltrated with Bronze is a matrix material composed of 60% stainless steel and 40% bronze infiltrant. This material offers good mechanical properties, is available in both an annealed and non-annealed condition, is able to be machined, welded and polished, and offers excellent wear resistance.
Applications
This material system is ideally suited for parts exposed to highly abrasive environments such as pump components, and parts for down-hole drilling and mining equipment. Additional applications include industrial components, molds, tooling, art objects and decorative hardware.
Composition
Stainless Steel: Alloy 420 Bronze: 90% Cu / 10% Sn
Printing
420 SS / Bronze Printed part
Using binder jetting technology, ExOne’s state-of-the-art 3D Printing machines produce parts directly from CAD models by precisely controlling the jetting of binder onto a powder bed, and then subsequently spreading new layers of powder. This process is repeated until the part is completed. This 3D Printing process offers increased design flexibility, reduced manufacturing cost and shortened lead times.
Post Processing
After printing is complete, the parts are cured in an oven, which enables the parts to be handled. After curing, the parts are sintered and infiltrated with bronze above 1100°C. Cool down can be varied to control the machinability and hardness of the material.
Typical Material Properties
Material Properties
420SS / Bronze Tensile Strength
Ultimate Strength 72 ksi (496 MPa)
Yield Strength (0.2% offset) 62 ksi (427 MPa)
Elastic Modulus 21.4 Mpsi (147 GPa)
Elongation 2.3%
Hardness 97 HRb
Fractional Density 95%+
Density 0.284 lbs/in3 (7.86 g/cm3)
Machinability Conventionally machinable
Weldability Use silicone bronze rod & TIG weld
Thermal Conductivity 13 BTU/hr ft °F (22.6 W/m°K)
Specific Heat 0.114 BTU/lb °F (478 J/kg°K)
Thermal Expansion Coefficient 7.4 x 10-6/°F (13.4 x 10-6/°K)
Surface Finish
After sintering: ≈ 600 μin Ra*(15 μm Ra)
Bead blasting: ≈ 300 μin Ra*(7.5 μm Ra)
Barrel finishing: ≈ 50 μin Ra*(1.25 μm Ra)
Laatst bewerkt: