Hoi Cor,
Blij om te zien dat het draaien nu een stuk beter gaat. Hebben we met zijn allen via dit forum toch weer een hoop info kunnen geven en daarvan nu dus resultaat.
Draadsnijden doe je met een laag toerental, ergens tussen de 100 en 300 toeren.
Ik wil nog wel eens sneller gaan, maar de machines op mijn werk hebben een rem, die staan lekker snel stil. Bovendien speelt ervaring ook mee dat je dan wat harder durft te gaan.
Ik heb overigens bij mijn vorige werkgever op een Cazeneuve draaimachine gewerkt, geweldig ding. Supernauwkeurig, en de langsslede had een speciale aanslag, daar kon je met 1500 omw/min tegenaan lopen, en vervolgens de beitel weer terugdraaien en dan weer in de voeding zetten. Die Fransen hebben bij het ontwerp de rode wijn even laten staan, wat een machine was dat zeg!
Nu de realiteit, invoeren op 29,5 graden doe je om de beitel op de voorste snijkant vol te laten snijden en op de achterste snijkant alleen de flank schoon te poetsen.
Hierdoor heb je vooral bij grotere spoedmaten minder druk op de plaat staan.
Tot spoed 1,5 mm voer ik overigens gewoon recht in, alleen bij uiterst taaie materialen niet.
Is je machine niet al te stabiel, kan deze methode erg helpen om een gladde draad te krijgen. Nadeel is dat je invoerdiepte anders berekend moet worden, het maakt de lastige materie alleen maar lastiger.
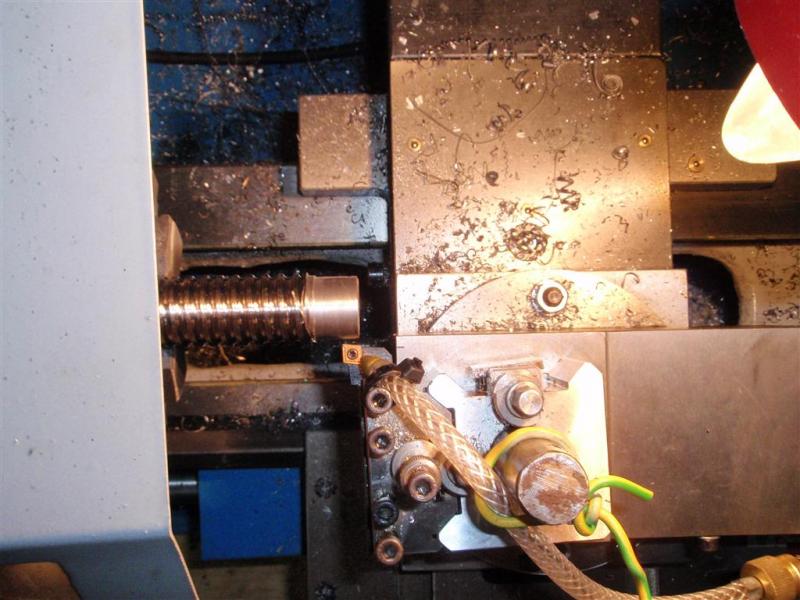
Voor de koeling heb je niet de meest mooie, maar wel de meest functionele oplossing, 100 punten!!
Ik ben overigens vandaag door een machine leverancier gewezen op een koude lucht toepassing die op de machine gezet kan worden.
Wij zijn bezig met een nieuwe 5-assige freesmachine met koeling door de spil, luchtkoeling en minimaalmengsmering, kortom de hele mikmak.
Bij droogverspanen is het nog mooier om vrieslucht te gebruiken. Dit kan je bereiken met een vortex, en het is te simpel om waar te zijn.
Dit is het pijpje wat je op de perslucht aansluit:
En dit is het werkingsprincipe:
Het zou toch zelf te maken moeten zijn denk je zo.
Hier ga ik nog eens een nachtje over slapen.




") ja , ik moet nog een hoop leren.
ja , ik moet nog een hoop leren.