Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Nota: This feature may not be available in some browsers.
Je gebruikt een verouderde webbrowser. Het kan mogelijk deze of andere websites niet correct weergeven.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Het is raadzaam om je webbrowser te upgraden of een alternatieve webbrowser te gebruiken.
Wederopbouw van de JS1 1:3.
- Topicstarter Berrie
- Startdatum
Inderdaad, veel microballons waren niet nodig. Maar dat was niet het leukste van vanavond....
Ik was al een tijdje nieuwsgierig of het mogelijk is of 3 lagen met spuitlijm aangebracht 160grams glas te impregneren. Dus niet laag voor laag als je begrijpt wat ik bedoel.
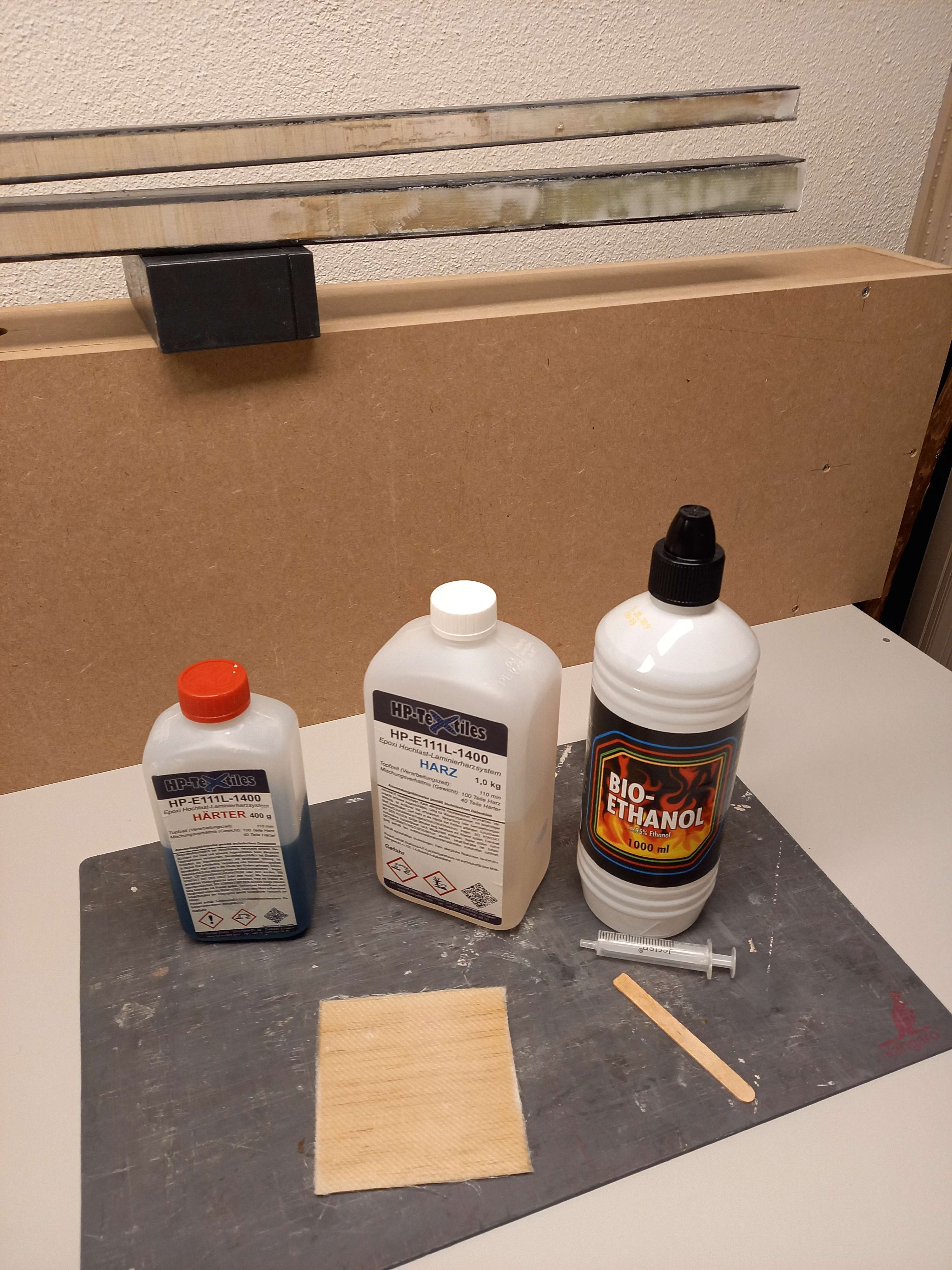
Heel wat posts terug was mij geadviseerd epoxy te verdunnen met bio ethanol.
Vanavond een proefstukje gemaakt. Langzame epoxy aangemaakt en deze verdund met 5 gewichts procenten bio ethanol. Daar wordt de epoxy inderdaad duidelijk visceuzer van. En wel zo dat het heel goed mogelijk is om het pakketje van 3 lagen glas in één keer te impregneren. Ook van de twee heel dunne lijmlaag tussen glaslaag 2 en 3 was niets te merken.
Test geslaagd!
Ik was al een tijdje nieuwsgierig of het mogelijk is of 3 lagen met spuitlijm aangebracht 160grams glas te impregneren. Dus niet laag voor laag als je begrijpt wat ik bedoel.
Heel wat posts terug was mij geadviseerd epoxy te verdunnen met bio ethanol.
Vanavond een proefstukje gemaakt. Langzame epoxy aangemaakt en deze verdund met 5 gewichts procenten bio ethanol. Daar wordt de epoxy inderdaad duidelijk visceuzer van. En wel zo dat het heel goed mogelijk is om het pakketje van 3 lagen glas in één keer te impregneren. Ook van de twee heel dunne lijmlaag tussen glaslaag 2 en 3 was niets te merken.
Test geslaagd!
Ik zou daar toch mee oppassen.
Ik heb in het verleden epoxy verdund met spiritus en later de 96% pure medicinale alcohol. (Dit om kevlar/carbon voor te impregneren zodat het veel makkelijker verwerkbaar werd) Daar wordt epoxy echt veel vloeibaarder van. Maar de ethanol moet er wel weer goed kunnen uitdampen. Als je 3 lagen dik impregneert is dat maar de vraag.
De achtergebleven verdunde epoxy in het bekertje werd nooit meer helemaal hard. Het bleef rubberachtig. Dat kan de sterkte flink beïnvloeden lijkt mij.
Ik heb in het verleden epoxy verdund met spiritus en later de 96% pure medicinale alcohol. (Dit om kevlar/carbon voor te impregneren zodat het veel makkelijker verwerkbaar werd) Daar wordt epoxy echt veel vloeibaarder van. Maar de ethanol moet er wel weer goed kunnen uitdampen. Als je 3 lagen dik impregneert is dat maar de vraag.
De achtergebleven verdunde epoxy in het bekertje werd nooit meer helemaal hard. Het bleef rubberachtig. Dat kan de sterkte flink beïnvloeden lijkt mij.
Ik heb het regelmatig met alcohol verdund.
En dan echt wel 10% alcohol bijgevoegd.
Nooit problemen gehad met uitharden, en dat was een weefsel onder vacuum, dus uitdampen was er niet echt bij.
Het kan ook aan de hars liggen, ik gebruikte de HP110.
Maar ik heb nu een beetje R&G en dat wordt minder hard dan die HP hars.
GJ
En dan echt wel 10% alcohol bijgevoegd.
Nooit problemen gehad met uitharden, en dat was een weefsel onder vacuum, dus uitdampen was er niet echt bij.
Het kan ook aan de hars liggen, ik gebruikte de HP110.
Maar ik heb nu een beetje R&G en dat wordt minder hard dan die HP hars.
GJ
DirkSchipper
Forum veteraan
Nou die van mij (hp-textiles.com, HP-E110L) wordt glashard met 5% alcohol.
Misschien ligt dat ook aan gebruik van een elektrische deken tijdens het uitharden.
Het wordt daaronder al gauw 55°C!
Misschien ligt dat ook aan gebruik van een elektrische deken tijdens het uitharden.
Het wordt daaronder al gauw 55°C!
EMC Vega is dezelfde als R&G, dat is allemaal van Scheufler.
En er zijn ook nog eens verschillende soorten die ook nog eens met een bepaalde soort harder bepaalde eigenschappen krijgen.
Je kan de verschillende soorten epoxy ook niet met elkaar mengen.
Die epoxy/harder combinatie die jij dan gebruikte kon waarschijnlijk dan niet verdund worden, de HP kan dat prima.
Je kan hem zo dun maken dat je hem met een verfspuit kan spuiten.
En met die 10% hardde hij perfect uit, bij kamertemperatuur.
Dus niet onder een electrische deken... 55 graden onder een elektrische deken?
Dan moet je wel een enorme koukleum zijn.
GJ
En er zijn ook nog eens verschillende soorten die ook nog eens met een bepaalde soort harder bepaalde eigenschappen krijgen.
Je kan de verschillende soorten epoxy ook niet met elkaar mengen.
Die epoxy/harder combinatie die jij dan gebruikte kon waarschijnlijk dan niet verdund worden, de HP kan dat prima.
Je kan hem zo dun maken dat je hem met een verfspuit kan spuiten.
En met die 10% hardde hij perfect uit, bij kamertemperatuur.
Dus niet onder een electrische deken... 55 graden onder een elektrische deken?
Dan moet je wel een enorme koukleum zijn.
GJ
Hier ligt het proefstukje uit te harden bij 20°C. Ik wacht rustig af. De tussenstand voelt goed.
Nu ik die langzame hars heb is jouw methode een testje waard! Gewoon leuk om te proberen.
Ik verwarmde de R&G epoxy vroeger altijd met een haarfohn (standje laag), dan wordt het veel vloeibaarder, geeft een goede opname in de vezels en je gebruikt minder epoxy = gewicht besparing.
Nu ik die langzame hars heb is jouw methode een testje waard! Gewoon leuk om te proberen.
DirkSchipper
Forum veteraan
4-5 lagen badhandoek erover als isolatie, en op hoogste stand.55 graden onder een elektrische deken?
Dan moet je wel een enorme koukleum zijn.GJ


Laatst bewerkt:
serge pot
Forum veteraan
Temperen die bende4-5 lagen badhandoek erover als isolatie, en op hoogste stand.
Ik verwarmde de R&G epoxy vroeger altijd met een haarfohn (standje laag), dan wordt het veel vloeibaarder, geeft een goede opname in de vezels en je gebruikt minder epoxy = gewicht besparing.
Net geprobeerd en dat werkt prima! Op sommige plekken zaten er 4 lagen 160grams glas. Ook dat ging goed. Heel goed zelfs! Alcohol vrij heeft de voorkeur.
Ik heb met het maken van de capstrips natuurlijk veel met de föhn gewerkt maar geen seconde gedacht om het toe te passen op de 3 lagen 160grams glas. Je ziet visueel wat de warmte met de epoxy in het glas doet. Leuk!
Bedankt voor de tip.
En nu door naar het glassen van de liggers voor de middenpanelen.
Laatst bewerkt:
Net geprobeerd en dat werkt prima! Op sommige plekken zaten er 4 lagen 160grams glas. Ook dat ging goed. Heel goed zelfs! Alcohol vrij heeft de voorkeur.
Ik heb met het maken van de capstrips natuurlijk veel met de föhn gewerkt maar geen seconde gedacht om het toe te passen op de 3 lagen 160grams glas. Je ziet visueel wat de warmte met de epoxy in het glas doet. Leuk!
Bedankt voor de tip.
En nu door naar het glassen van de liggers voor de middenpanelen.
Top. Goed te horen dat je de rovings voor de ligger ook zo gedaan heb dat is de beste garantie voor een goede opname van de epoxy. Destijds sopte ik de carbon rovings ook zo voor mijn liggers. En daarna keukenpapier erop en met een aandrukrollertje (voor aandrukken behang naden) de overtollige epoxy verwijderen.
Barre tijden.. m'n eerste avondklok achter de rug. (Voor als ik dit over jaren weer eens terug lees..)
Het glas zit om de liggers voor de middenpanelen.

Eerst stroken knippen voor drie lagen en de drievoudig versprongen overlap gemaakt op het plekje waar twee lagen glas al voldoende is.

Ik had de ligger verticaal op een stokje gezet en zo ingespoten met spuitlijm. Een klein lijmklemmetje was draaghulpmiddel. Het glas plakt net voldoende op deze lijm. Met de foliestrijkbout de lijm nog eens warm maken om ze vast mogelijk te krijgen. Per ligger drie keer herhalen en dan zit dit minder fijne klusje er op.

In twee stappen 80 gram langzame epoxy aangebracht. Met de föhn warm gemaakt voor maximale impregnatie. Vrouwlief heeft even geholpen om de 1815mm in de zak te schuiven.
Met 0.2 bar relatieve onderdruk en wat elektrische dekens kan het nu uitharden.
Ondertussen heeft @DirkSchipper voor mij de winglet 3D getekend. Ook de aërodynamica is middels XFRL5 door Dirk verbeterd. Of XFRL5daar nou zo geschikt voor is laat ik even in het midden. De JS1 TFA komt op papier weer 3mm per seconde langzamer beneden en glijdt ook zoiets verder..
@prop-er zuigt het internet natuurlijk weer leeg om zo het tekenproces te ondersteunen. Super dit!!
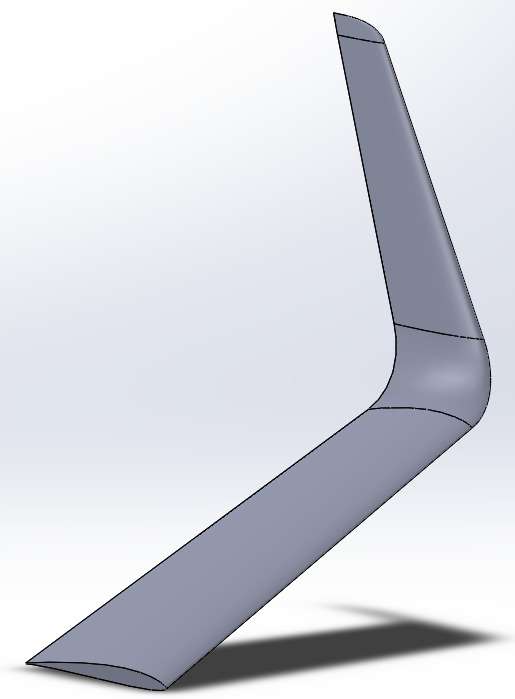
Bovenstaande afbeelding betreft het buitenste opzet vleugeltje met winglet.
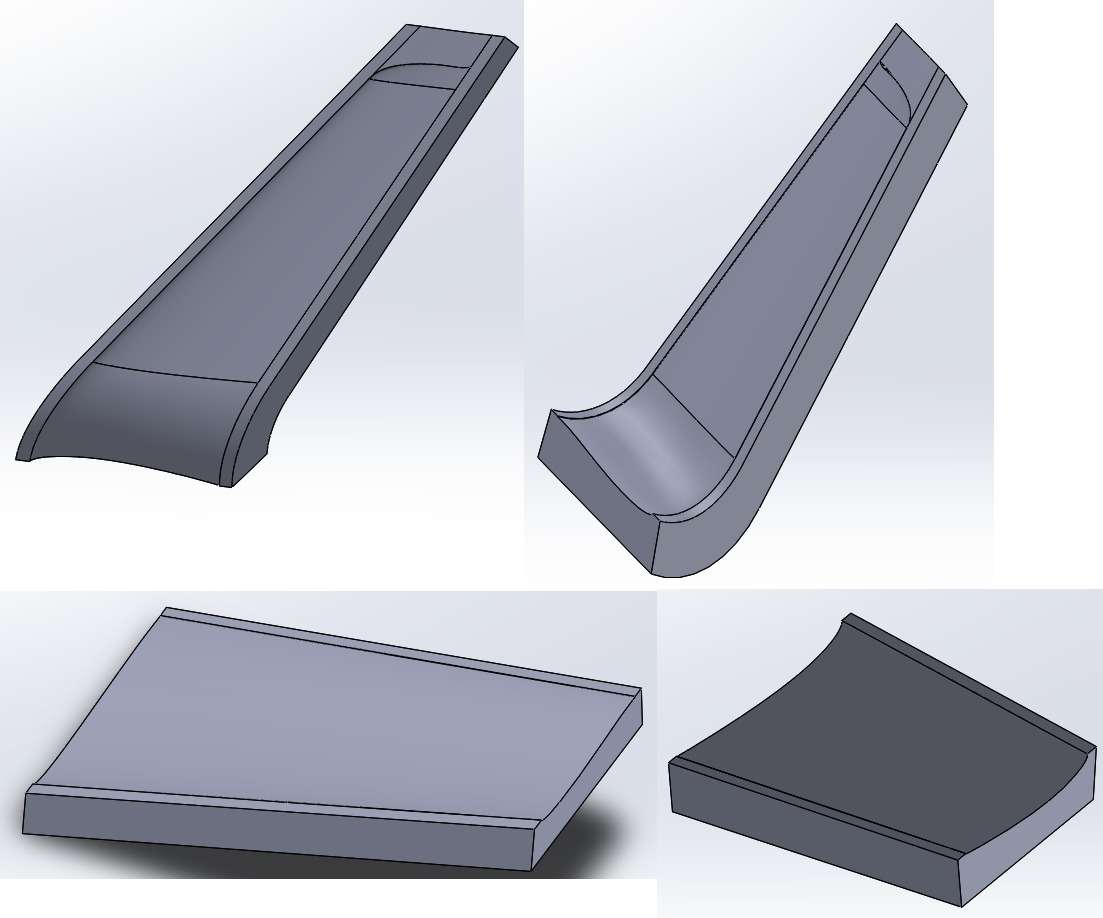
Van bovenstaande maldelen zal mijn zoon Jasper (nu 13) met zijn (middels folders lopen bij elkaar gespaarde 3D printer) De bovenste 2 printen. Er komen dan vier maldelen. Twee voor een linkse variant en twee voor een rechtse.
Het vleugelstukje zal ik 'traditioneel' baggen.

Bovenstaande afbeelding voor het idee omdat ik de juiste afbeelding niet uit mijn telefoon te pakken krijg. Ik ontdekte dat het laatste stukje vleugel óók nog een stukje aileron heeft. De vleugelkern is daar 9mm dik en het gaat om een aileronnetje van zo'n 25-26cm. Het lijkt me wel wat om die mee te laten lopen met de aangrenzende aileron.. effe over nadenken..
Het glas zit om de liggers voor de middenpanelen.
Eerst stroken knippen voor drie lagen en de drievoudig versprongen overlap gemaakt op het plekje waar twee lagen glas al voldoende is.
Ik had de ligger verticaal op een stokje gezet en zo ingespoten met spuitlijm. Een klein lijmklemmetje was draaghulpmiddel. Het glas plakt net voldoende op deze lijm. Met de foliestrijkbout de lijm nog eens warm maken om ze vast mogelijk te krijgen. Per ligger drie keer herhalen en dan zit dit minder fijne klusje er op.
In twee stappen 80 gram langzame epoxy aangebracht. Met de föhn warm gemaakt voor maximale impregnatie. Vrouwlief heeft even geholpen om de 1815mm in de zak te schuiven.
Met 0.2 bar relatieve onderdruk en wat elektrische dekens kan het nu uitharden.
Ondertussen heeft @DirkSchipper voor mij de winglet 3D getekend. Ook de aërodynamica is middels XFRL5 door Dirk verbeterd. Of XFRL5daar nou zo geschikt voor is laat ik even in het midden. De JS1 TFA komt op papier weer 3mm per seconde langzamer beneden en glijdt ook zoiets verder..
@prop-er zuigt het internet natuurlijk weer leeg om zo het tekenproces te ondersteunen. Super dit!!
Bovenstaande afbeelding betreft het buitenste opzet vleugeltje met winglet.
Van bovenstaande maldelen zal mijn zoon Jasper (nu 13) met zijn (middels folders lopen bij elkaar gespaarde 3D printer) De bovenste 2 printen. Er komen dan vier maldelen. Twee voor een linkse variant en twee voor een rechtse.
Het vleugelstukje zal ik 'traditioneel' baggen.
Bovenstaande afbeelding voor het idee omdat ik de juiste afbeelding niet uit mijn telefoon te pakken krijg. Ik ontdekte dat het laatste stukje vleugel óók nog een stukje aileron heeft. De vleugelkern is daar 9mm dik en het gaat om een aileronnetje van zo'n 25-26cm. Het lijkt me wel wat om die mee te laten lopen met de aangrenzende aileron.. effe over nadenken..
Zou je dat a-la RDS op kunnen lossen met een pen in het vleugel-rolroer die in een casette valt in het tip rolroer? Dat om zo voldoende speling te krijgen. Misschien even kijken hoe ze het bij de echte full-size JS-1 oplossen, want die hebben vast ook geen stuurstang in de tip verstopt.
Ik heb ooit een F5B model gezien die ook een knik had waar de aileron liep.
Dat losten ze op door een pennetje in het grote roer in een sleufje in het kleine rolroer te laten vallen.
Er kan dan wat afstand ontstaan tussen de roeren maar het kleine roertje loopt dan wel strak mee met het grote.
Stukje verenstaal moet de truc aankunnen.
GJ
Dat losten ze op door een pennetje in het grote roer in een sleufje in het kleine rolroer te laten vallen.
Er kan dan wat afstand ontstaan tussen de roeren maar het kleine roertje loopt dan wel strak mee met het grote.
Stukje verenstaal moet de truc aankunnen.
GJ
Barre tijden.. m'n eerste avondklok achter de rug. (Voor als ik dit over jaren weer eens terug lees..)
Het glas zit om de liggers voor de middenpanelen.
Eerst stroken knippen voor drie lagen en de drievoudig versprongen overlap gemaakt op het plekje waar twee lagen glas al voldoende is.
Ik had de ligger verticaal op een stokje gezet en zo ingespoten met spuitlijm. Een klein lijmklemmetje was draaghulpmiddel. Het glas plakt net voldoende op deze lijm. Met de foliestrijkbout de lijm nog eens warm maken om ze vast mogelijk te krijgen. Per ligger drie keer herhalen en dan zit dit minder fijne klusje er op.
In twee stappen 80 gram langzame epoxy aangebracht. Met de föhn warm gemaakt voor maximale impregnatie. Vrouwlief heeft even geholpen om de 1815mm in de zak te schuiven.
Met 0.2 bar relatieve onderdruk en wat elektrische dekens kan het nu uitharden.
Ondertussen heeft @DirkSchipper voor mij de winglet 3D getekend. Ook de aërodynamica is middels XFRL5 door Dirk verbeterd. Of XFRL5daar nou zo geschikt voor is laat ik even in het midden. De JS1 TFA komt op papier weer 3mm per seconde langzamer beneden en glijdt ook zoiets verder..
@prop-er zuigt het internet natuurlijk weer leeg om zo het tekenproces te ondersteunen. Super dit!!
Bovenstaande afbeelding betreft het buitenste opzet vleugeltje met winglet.
Van bovenstaande maldelen zal mijn zoon Jasper (nu 13) met zijn (middels folders lopen bij elkaar gespaarde 3D printer) De bovenste 2 printen. Er komen dan vier maldelen. Twee voor een linkse variant en twee voor een rechtse.
Het vleugelstukje zal ik 'traditioneel' baggen.
Bovenstaande afbeelding voor het idee omdat ik de juiste afbeelding niet uit mijn telefoon te pakken krijg. Ik ontdekte dat het laatste stukje vleugel óók nog een stukje aileron heeft. De vleugelkern is daar 9mm dik en het gaat om een aileronnetje van zo'n 25-26cm. Het lijkt me wel wat om die mee te laten lopen met de aangrenzende aileron.. effe over nadenken..